



1. 서 론
본 연구는 자동사격 통제기능 및 자동 장전기능을 탑재한 K-계열 자주포 파워팩(power-pack)의 조립 및 분해에 필수적으로 사용되는 특수공구(special wrench)의 비틀림강도 개선에 관한 연구이다. 해당 K-계열 자주포는 군단 작전지역에서의 목표 타격 및 적 전력 차단을 위한 화력을 제공하는 무기체계로서, 상시적 기동성 유지를 위하여 분기/반년/연간 주기의 파워팩 분해 및 정비가 규정되어 있다. 파워팩은 엔진, 변속기 및 냉각장치로 구성되어 있으며, 이 중 엔진/변속기의 결합 및 분리를 위해서 연구 대상인 특수공구가 사용된다.
해당 특수공구는 2016년까지 엔진 원천 개발사인 독일 M사로부터 수입되었으나, 원천사의 수입 공급가 인상, 공급중단 및 불량품 발생 등의 사유로 인하여 국산화 개발이 진행되었다. 그러나 국산화 개발 완료 이후 국산화 개발품에서도 소성변형 및 파손이 빈번히 발생되어, 사용군으로 부터 지속적으로 불만사항이 제기되었다.
본 연구는 이러한 특수공구의 문제점을 해결하기 위하여 특수공구에 대한 분석을 바탕으로 문제점을 파악하고 구조해석을 통하여 기계적 물성, 형상 등의 최적화를 제시하고 이를 검증함으로써 특수공구의 비틀림강도를 개선하였다는데 의의가 있다.
2. 특수공구에 대한 분석
2.1 특수공구의 구성 및 기능
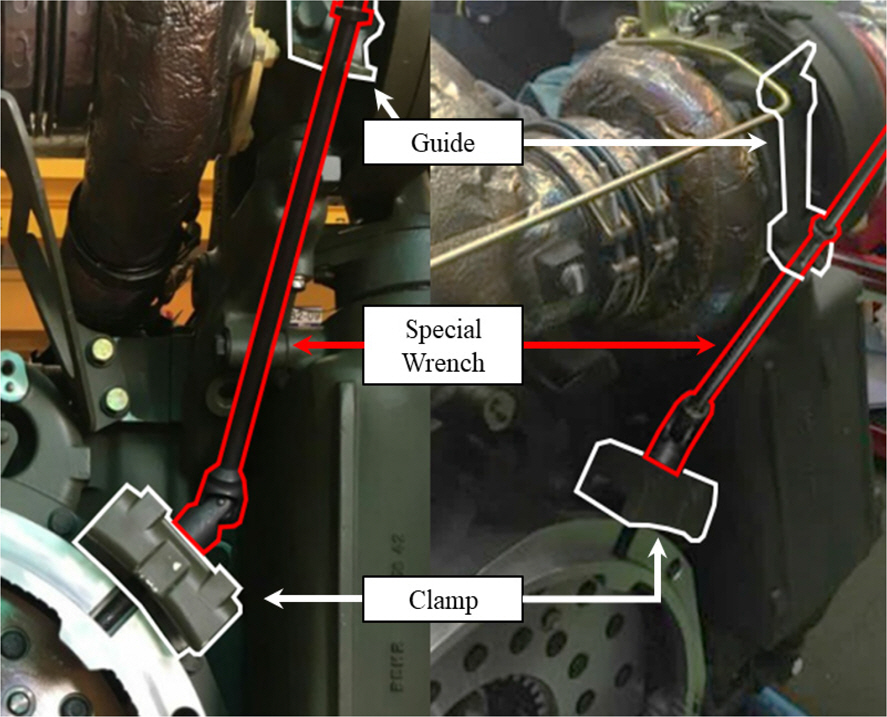
특수공구는 하단부 소켓(lower socket), 핀(pin), 벨-블록(bell-block), 힌지(hinge), 축(shaft, 상단부 소켓 포함)의 5개 부품으로 구성된다. 축은 힌지와 용접(welding) 공정을 거쳐 결합되며 힌지, 벨-블록, 핀, 하단부 소켓의 조립을 통하여 엔진 및 변속기 사이의 협소한 공간 및 제한된 각도에서도 토크의 효과적인 전달이 가능하도록 유니버설 조인트(universal joint)의 기능이 포함하여 설계되어 있다. Fig. 1에 특수공구를 구성하는 5개의 부품과 특수공구 사용 시 특수공구와 접촉 혹은 특수공구 축의 각도를 구속하는 클램프(clamp), 클램프 볼트(bolt) 및 지지대(guide) 3개의 부품을 나타내었다.

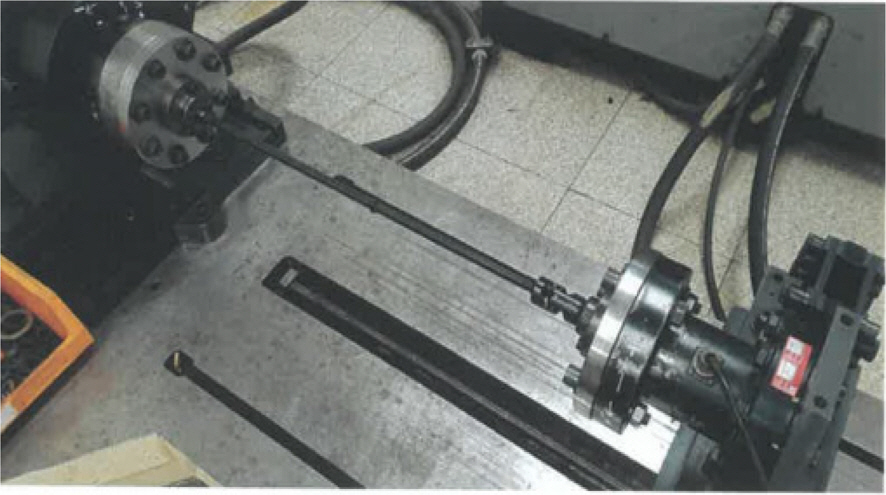
특수공구는 엔진/변속기의 조립 및 분해, 정확히는 엔진과 변속기를 체결하는 클램프의 장/탈착을 위하여 사용된다. 특수공구의 하단부 소켓에 클램프 볼트를 결합하고 상단부 소켓에 토크렌치(torque wrench)를 결합하여 토크렌치를 사용하여 토크를 가함으로써 엔진/변속기를 체결하고 있는 클램프의 장/탈착이 이루어지고, 이를 통하여 엔진과 변속기의 조립 및 분해가 가능케 된다. Fig. 2에 해당 특수공구의 실제 사용 모습을 나타내었다.
2.2 특수공구의 파손 현상 분석
기술교범 등의 기술자료묶음(TDP, Technical Data Package)에는 특수공구 사용 시 과토크(overtorque)에 의한 볼트 나사산의 붕괴, 특수공구 파손 예방 등을 위하여 허용되는 토크 범위(126.1 ~ 135.6 N·m)가 규정되어 있으며, 허용 토크 범위 내에서 사용 시 특수공구는 정상적으로 토크를 전달하고 소성변형 또는 파손 등이 발생하지 않아야 한다. 하지만 엔진/변속기 연결부 결합상태 점검 혹은 엔진/변속기 분리 작업 시 적정 허용 토크 범위 내에서 특수공구를 사용하였음에도 불구하고 Fig. 3에서 보이는 바와 같은 특수공구의 파손현상이 지속적으로 보고되었다.
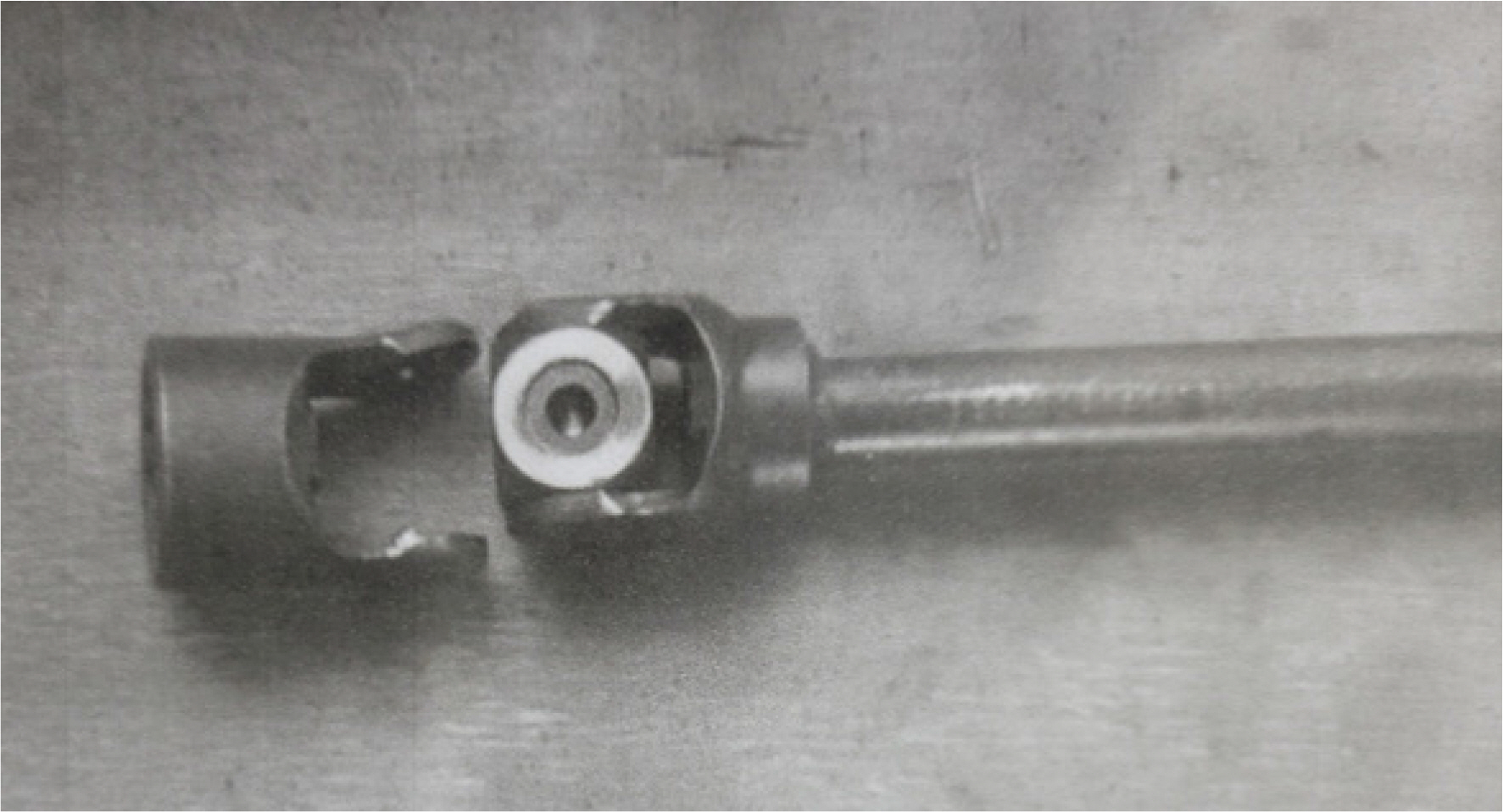
Fig. 3에서 볼 수 있듯이 특수공구의 파손 형태는 핀-하단부 소켓 조립부의 분리 현상이다. 이는 허용 토크 범위 내에서의 특수공구 사용 시에도 핀 혹은 하단부 소켓에서 소성변형(plastic deformation)이 발생되며, 이후 지속적인 특수공구의 사용으로 인한 소성변형량의 증가로 인해 발생된다.
또 다른 파손 형태로, 일부이긴 하지만 축과 힌지 결합 부위가 파손되는 현상도 보고되었다. 이는 용접공정으로 인한 열영향부(HAZ, Heat Affected Zone)에서의 크랙(crack) 발생 및 특수공구의 사용에 따른 크랙의 진전으로 인해 발생된다[1–3].
해당 특수공구의 경우 파워팩 정비 시 필수적으로 사용되는 제품으로 특수공구 파손 시 해당 무기체계의 운용에 큰 영향을 줄 수 있어, 본 연구에서는 상기에서 도출된 모든 파손에 대한 문제점 해결을 목표로 하였다.
3. 특수공구 구조해석
3.1 기계적 물성 및 메쉬(mesh)
해당 특수공구 사용 시 특수공구 각 구성품에 발생하는 응력분포 및 최대 응력이 작용하는 부품에 대한 분석을 실시하고자 상용 유한요소 프로그램인 ABAQUS를 이용하여 구조해석 모델을 개발하였다. 특수공구를 구성하고 있는 5개의 부품은 변형체(deformable body), 특수공구의 사용 시 특수공구와 접촉 혹은 특수공구의 사용 각도를 구속하는 3개의 부품은 그 형상을 고려하여 강체(discrete rigid body)로 모델링하였다. 특수공구 각 구성품의 항복강도(yield stress)는 Table 1과 같으며 탄성계수와 포아송 비(poisson's ratio)를 각각 200 GPa, 0.29로 가정하고 3차원 접촉해석을 위하여 미세 크기의 4절점 솔리드 요소(C3D4, 4-node linear tetrahedral element)를 사용하였으며[4,5], 응력 해석의 대상이 아닌 3개 부품에 대해서는 3절점 강체 요소(R3D3)를 사용하였다.
Table 1.
Yield stress value of each part
| Part | Socket, Hinge, Shaft | Bell-block | Pin |
|---|---|---|---|
| Yield Stress (MPa) | 824.8 | 757.7 | 1036.7 |
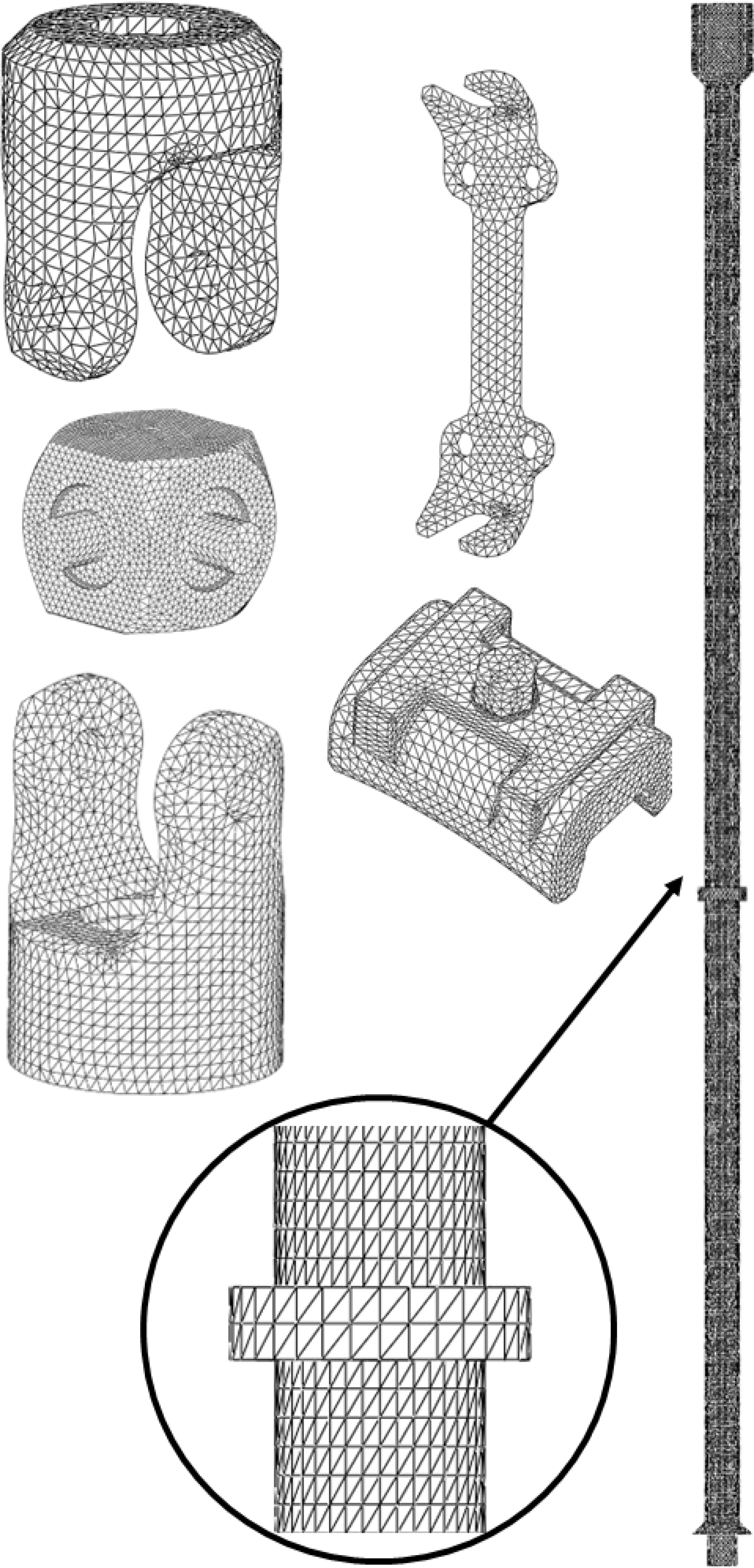
이때, Fig. 3에서 볼 수 있는 특수공구의 파손 형태(핀-하단부 소켓 분리현상 및 소성변형)를 고려하여 핀, 벨-블록, 하단부 소켓의 3개 부품 요소 크기를 타 2개 부품의 요소 크기 대비 작게 구현함으로써 파손 부위의 응력분포를 정확히 파악할 수 있도록 하였다.
요소 크기에 따른 해석 결과의 수렴성을 확인하는 작업을 통하여 최종적으로 본 모델링에 사용된 전체 요소 수는 261,910개이며 절점 수는 56,702개이다. Table 2에 본 모델링에 사용한 메쉬에 대한 정보를 정리하였으며, 그에 따라 생성된 메쉬 형상을 Fig. 4에 나타내었다.
3.2 하중 및 경계조건
특수공구 사용 위치와 각도는 엔진/변속기 체결을 위한 클램프 및 지지대에 의하여 구속된다. 이를 구현하기 위하여 강체로 모델링된 부품들(클램프, 클램프 볼트 및 지지대)을 Fig. 2에서와 같이 실제 사용위치에 고정시켰다.
이후 특수공구를 구성하는 5개의 부품을 조립한 후, 하단부 소켓을 클램프 볼트에 결합하고 축을 지지대에 삽입함으로써 특수공구의 실제 위치를 구현하였으며 이때, 접촉이 발생하는 모든 표면은 surface to surface 접촉으로 하고 접촉면에서의 마찰계수는 0.1[6,7]로 가정하였다.
특수공구 사용 시 각 구성품에 작용하는 최대 응력분포를 확인하기 위하여 상단부 소켓 중심에 규정된 허용 토크범위의 최대값인 135.6 N·m을 작용시켰으며 특수공구 하단부 소켓과 접촉하는 클램프 볼트를 고정시킴으로써 볼트 고착상태에서의 최대 토크 사용을 구현하였다. Fig. 5에 모델링된 특수공구의 경계조건 및 하중조건을 나타내었다.

3.3 구조해석 결과 및 분석
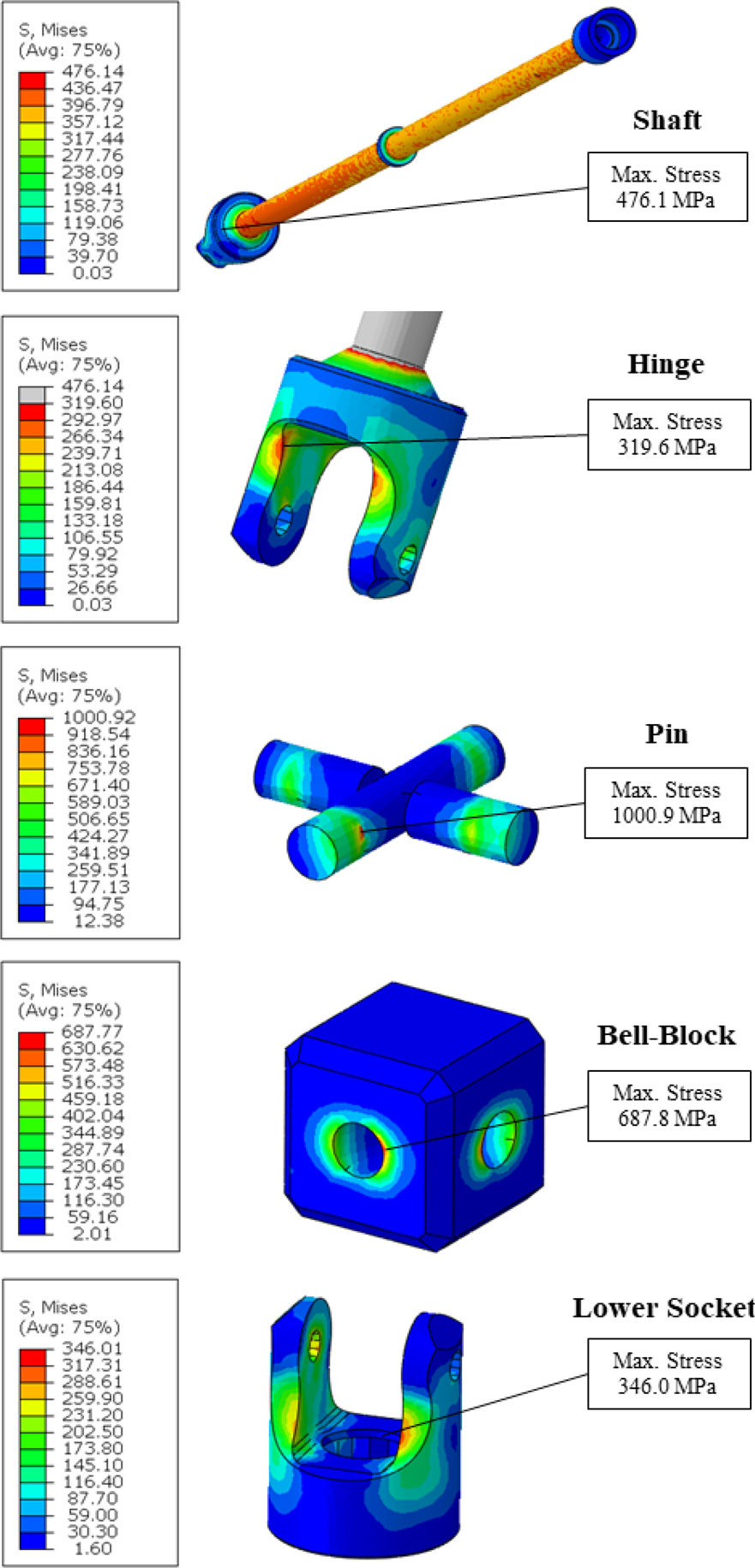
ABAQUS standard solver를 사용하여 규정된 최대 허용 토크(135.6 N·m)에서 작용하는 구조해석(탄성, 접촉)을 수행하고, 폰 미세스 응력(Von mises stress) 값을 사용하여 그 결과를 Fig. 6에 나타내었다. 특수공구를 구성하는 부품 중 최대응력이 작용하는 부품은 하단부 소켓과 결합하는 핀이며, 최대 응력의 크기는 1,199.3 MPa이고 위치는 핀과 벨-블록 결합의 끝단 부위이며 볼트 고착상태에서 최대 토크 사용 시 핀에 항복강도 이상의 응력이 작용함을 확인하였다.
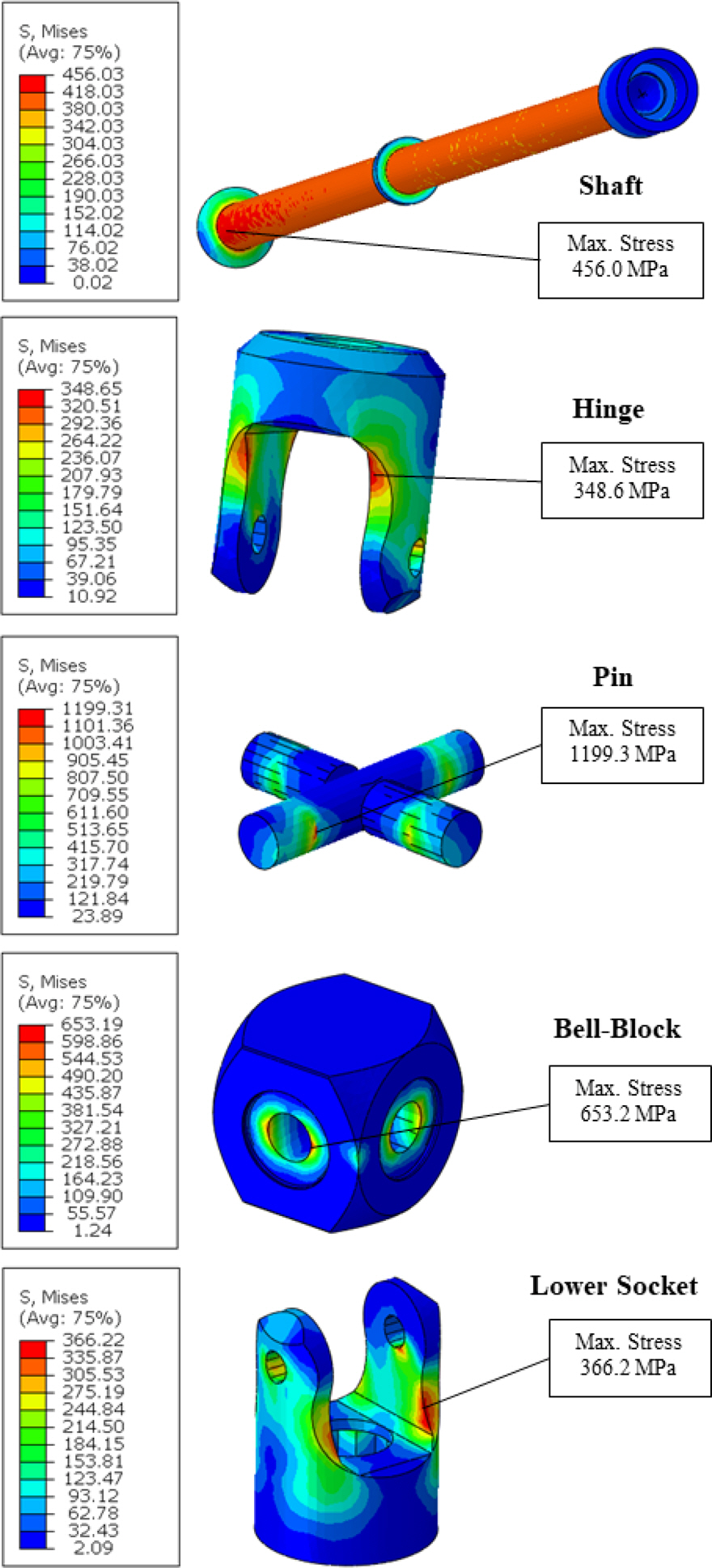
Fig. 3에서 볼 수 있는 특수공구 파손 형상과 관련지어볼 때, 핀의 표면에서부터 소성변형이 발생하고 이후 지속적인 특수공구의 사용으로 인한 핀의 소성변형 증가, 벨-블록 및 하단부 소켓 취약 부위(최대응력 작용 부위) 소성변형으로 핀-하단부 소켓 조립부의 분리가 발생되는 것으로 추론하였다.
또한, 축에서 최대응력을 받는 부위는 축과 힌지의 결합을 위한 용접부이며 용접공정 중 열영향부에서 크랙이 발생한 경우, 허용 토크 범위 내에서도 해당 부위의 파손이 발생할 수 있음을 알 수 있었다.
4. 특수공구 개선
4.1 설계 변경 및 제작 공정 개선
특수공구의 일반적인 파손 형태는 핀-하단부 소켓 조립부의 분리 현상이며, 이 문제의 해결을 위해 특수 공구 사용 시 핀에 작용하는 응력 감소 및 특수공구 양산 공정의 개선을 위하여 소켓, 벨-블록, 힌지 3개 부품의 설계 변경을 제안하였다.
Fig. 6에서 보이는 바와 같이 최대응력이 작용하는 부품은 핀이며, 최대응력의 작용 위치는 핀과 벨-블록 결합의 끝단 부위이다. 그렇기에 벨-블록에서 핀으로 전달하는 모멘트의 감소 및 양산을 위한 절삭공정 단순화를 위하여 벨-블록 형상을 육면체 형태로 변경하였으며, 하단부 소켓 및 힌지의 취약 부위(각 부품의 최대응력 작용 부위)의 강성 보강을 위하여 직경을 각각 3 mm씩 증가하였다. Fig. 7에 3개 부품에 대한 개선 전/후의 형상을 나타내었다.

또한 2.2에 특수공구의 또 다른 파손 문제로 제기된 용접부 크랙 발생 및 크랙 진전으로 인한 특수공구의 파손 발생을 미연에 방지하고자 축과 힌지 결합을 위해 사용되던 용접공정을 제거하고 축과 힌지 일체형 제작방안을 제안하였다.
4.2 설계 변경된 특수공구 해석 결과 및 분석
설계 변경된 특수공구를 규정된 최대 허용 토크 (135.6 N·m)로 사용 시 특수공구 각 부품에 작용하는 응력의 분포를 알아보기 위하여, 4.1에 제시한 개선 형상을 모델링하고 3.1 ~ 3.2에서와 동일한 조건에서 구조해석을 수행하였다. 단, Fig. 7에서 보이는 바와 같이 3개 부품의 설계 변경으로 인하여 해석에 사용된 전체 요소 수와 절점 수에 대해서는 일부 차이가 발생하였다(요소 수 263,638개 및 절점 수 56,554개).
Fig. 8에 각 부품별 최대응력 발생 위치와 응력분포 등 구조해석 결과를 나타내었다.
형상 변경 전/후 모델에 대한 특수공구 각 부품별 최대응력을 정리하여 Table 3에 나타내었다. 특수공구 파손의 원인으로 추정된 핀 부품의 경우, 설계 변경 이후에도 구성품 중 최대응력이 작용하고는 있으나 그 크기가 약 17 % 정도 감소(약 200 MPa 감소)하는 것으로 확인되었다. 일부 부품들(축, 벨-블록)에 대해서는 최대응력이 증가하였으나, 그 크기는 크지 않은 것으로 확인되었다.
4.3 특수공구 구성품에 대한 기계적 물성 도출
특수공구의 파손을 방지하기 위해서는 특수공구 각 구성품을 이루는 원자재의 항복강도가 Table 3에 나타난 최대응력 이상이어야 한다. 그러나 원자재의 비용 및 획득 용이성 등을 고려하였을 때 순수 철강 재질을 사용하여 상기의 항복강도 이상을 만족하는 부품을 제작하기는 쉽지 않다. 이에 본 연구에서는 특수공구 구성품의 표면경화를 통한 기계적 강도 강화를 제안하였다. 설계 변경된 모델에 대한 해석 결과를 바탕으로, E.J. Pavlina[8]가 제시한 항복강도-비커스(HV) 경도 환산식 (1)과 ISO-18265[9]에 따른 비커스 경도-로크웰 경도(HRC) 환산표를 활용하여 특수공구 파손 방지를 위한 부품의 표면 경도의 범위 및 추정 항복강도값을 Table 4에 제시하였다.
Table 4.
Proposed hardness value and yield stress
| Part | Socket, Hinge, Shaft | Bell-block | Pin |
|---|---|---|---|
| HV | 286 ~ 336 | 318 ~ 373 | 634 ~ 772 |
| HRC | 28 ~ 34 | 32 ~ 38 | 57 ~ 63 |
| Yield stress (MPa) | 731.8 ~875.6 | 823.8 ~ 982.0 | 1,732.6 ~ 2,129.5 |
이때 특수공구 각 구성품의 양산성 및 안전율(safety factor) 등을 고려하였으며 특수공구 파손 원인으로 추정된 핀에 대해서는 약 2.0의 안전율을 적용하고, 그 외 부품에 대해서는 약 1.3 ~ 1.6 사이의 안전율을 적용하여 표면경도의 범위를 도출하였다.
5. 개선된 특수공구의 검증
제안된 형상 및 기계적 물성에 근거하여 가공 및 열처리 과정을 거쳐 특수공구 시제품을 제작하였다. 변경된 형상에 따라 하단부 소켓 및 벨-블록을 각각 가공하고, 힌지와 축은 용접부를 제거하여 일체형으로 가공함으로써 용접으로 인한 열영향부에서의 크랙 발생을 방지하였다. 목표로 하는 표면경도를 부여하기 위하여 담금질(quenching) 및 뜨임(tempering) 열처리 과정을 거쳐 하단부 소켓, 벨-블록, 축(힌지 일체형) 3개 부품의 표면경도를 증가시켰으며 핀은 그 크기와 표면경도를 만족하는 KS 규격품을 사용하였다. 이후 4개 부품에 MIL-DTL-13924[10] 규격을 바탕으로 흑색산화피막처리 과정을 통해 내충격성 및 내마모성을 증가시켰으며, 총 4개의 시제품을 제작하였다.
완성된 특수공구 시제품의 개선 효과를 검증하기 위하여 비틀림 시험을 실시하였으며, 실제 사용각도를 구현하는 실험이 곤란한 점을 감안하여 최대 허용 토크의 약 130 %(182 N·m)의 토크 값을 설정하였다. 축 정렬 상태에서 시제품의 하단부 소켓을 지그(jig)로 고정한 후, 상단부 소켓에 182 N·m 의 토크를 인가하여 30분간 유지하였다. 4개의 시제품 중 임의 채택한 2개에 대하여 각 1회 비틀림 시험을 실시하였으며, Fig. 9에 시험 모습을 나타내었다.
시험 후 특수공구 시제품의 치수 및 파손에 대한 정밀측정을 실시하였으며, 최대 허용 토크 값의 약 130 % 의 비틀림에서도 어떠한 소성변형이나 파손이 발생하지 않음을 확인하였다. 이는 본 연구에서 제안하는 형상 변경 및 기계적 물성을 바탕으로 제작된 특수공구는 규정된 허용 토크 범위서 충분한 비틀림 강도를 가지고 있음을 검증한다. Table 5에 개선된 특수공구 시제품에 대한 비틀림 시험에 대한 상세 과정 및 결과를 나타내었다.

6. 결 론
본 연구에서는 K-계열 자주포 파워팩 정비에 필수적으로 사용되는 특수공구의 파손을 방지하기 위하여, ABAQUS를 통한 유한요소해석 결과를 바탕으로 특수공구의 파손 원인을 분석하고 부품 형상 변경, 기계적 물성 개선을 제안하였다. 또한 제안된 개선안을 바탕으로 시제품을 제작하고 비틀림 시험을 통하여 개선안을 검증함으로써 다음과 같은 결론을 도출하였다.
• 특수공구에 대한 유한요소해석 결과 특수공구를 구성하는 부품 중 핀에 가장 큰 응력이 작용하는 것을 확인하였으며 이를 특수공구의 파손 형상과 관련지어 분석함으로써 핀에서 최초 소성변형이 발생하고 이후 지속적인 특수공구의 사용으로 핀-하단부 소켓의 분리 현상이 발생함을 추론하였다.
• 이에 핀에 작용하는 최대응력을 감소시키기 위해 하단부 소켓, 벨-블록, 힌지의 3개 부품에 대한 형상 개선을 제안하고, 핀-하단부 소켓 분리 현상 방지를 위해 요구되는 특수공구 구성품의 기계적 물성을 도출하였다.
• 또한 일부 보고된 축-힌지 결합부의 파손 현상을 특수공구 제작 공정 및 유한요소해석 결과와 관련지어 분석함으로써, 열영향부 내에서의 크랙 발생으로 인한 파손을 미연에 방지하기 위해서는 축과 힌지 결합을 위한 용접공정을 제거하고 축-힌지 일체형 가공공정으로 대체할 것을 제안하였다.
• 제안된 개선안을 적용하여 특수공구 시제품을 제작, 특수공구 최대 허용 토크 값의 130 %의 토크 값으로 비틀림 시험을 수행하고 결과를 확인함으로써 본 연구에서 제시한 특수공구 개선안의 안정성 및 양산성을 검증하였다.
본 연구 결과를 바탕으로 해당 특수공구의 국산화 개선이 완료되어 현재 양산에 적용되고 있으며, 개선 완료 이후 해당 특수공구에 대한 파손은 1건도 발생되지 않고 있다.




