



м„ң лЎ
섬мң к°•нҷ” ліөн•©мһ¬лҠ” мқјл°ҳм Ғмқё кёҲмҶҚмһ¬ліҙлӢӨ лҶ’мқҖ 비강лҸ„мҷҖ 비강м„ұмқ„ к°Җм§Җкі мһҲкі м—ҙм Ғ, н”јлЎң нҠ№м„ұлҸ„ мҡ°мҲҳн•ҳм—¬, н•ӯкіөкё°, мҡ°мЈјм„ , мһҗлҸҷм°Ёлҝҗл§Ң м•„лӢҲлқј мөңк·јм—җлҠ” мІ лҸ„м°Ёлҹү, н’Қл Ҙл°ңм „ мӢңмҠӨн…ң л“ұ лӢӨм–‘н•ң 분야м—җм„ң кҙ‘лІ”мң„н•ҳкІҢ мӮ¬мҡ©лҗҳкі мһҲлӢӨ[1вҖ“6].
섬мң к°•нҷ” ліөн•©мһ¬м—җ м Ғмҡ© к°ҖлҠҘн•ң м—¬лҹ¬ м ңмһ‘кіөм • мӨ‘ н•„лқјл©ҳнҠё мҷҖмқёл”©(filament winding) кіөм •мқҖ мқјл°ҳм ҒмңјлЎң мһ‘м—…м„ұкіј м ңн’Ҳ ліөм ңм„ұмқҙ мҡ°мҲҳн•ҳлӢӨ. мЈјлЎң мӮ¬мҡ©лҗҳлҠ” к°•нҷ” 섬мң лЎңлҠ” мң лҰ¬ 섬мң (glass fiber)мҷҖ нғ„мҶҢ 섬мң (carbon fiber)к°Җ мһҲлӢӨ. мң лҰ¬ 섬мң лҠ” мғҒлҢҖм ҒмңјлЎң к°ҖкІ©мқҙ м Җл ҙн•ҳкі , нғ„мҶҢ 섬мң лҠ” л‘җк»ҳ л°Ҹ мӨ‘лҹү к°җмҶҢм—җ ліҙлӢӨ нҡЁкіјм ҒмқҙлӢӨ. кё°м§ҖлҠ” м—ҙкІҪнҷ”м„ұ кі л¶„мһҗ мҲҳм§Җмқё м—җнҸӯмӢң мҲҳм§Җ(epoxy resin)мҷҖ нҺҳлҶҖ мҲҳм§Җ(phenolic resin)лҘј мЈјлЎң мӮ¬мҡ©н•ңлӢӨ. м—җнҸӯмӢң мҲҳм§ҖлҠ” м—ҙкІҪнҷ”м„ұ мҲҳм§Җ мӨ‘ кё°кі„м Ғ л¬јм„ұ, мһ‘м—…м„ұ, лӮҙнҷ”н•ҷм„ұкіј лӮҙм—ҙм„ұ л“ұмқҙ мҡ°мҲҳн•ң мһҘм җмқ„ к°Җм§Җкі мһҲлӢӨ. к·ёлҹ¬лӮҳ м—җнҸӯмӢң мҲҳм§ҖлҠ” м—°мҶҢ кіјм • мӨ‘м—җ лӢӨлҹүмқҳ м—°кё°мҷҖ к·ёмқ„мқҢмқҙ л°ңмғқлҗҳлҜҖлЎң, нҷ”м—јм—җ л…ём¶ңлҗҳлҠ” нҷҳкІҪм—җм„ң мӮ¬мҡ©н•ҳкё°м—җ м Ғн•©н•ҳм§Җ м•ҠлӢӨ. C. Park et al.[7]мқҖ мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬мқҳ н‘ңл©ҙм—җ лӢӨм–‘н•ң лӮңм—°м„ұ лҸ„лЈҢлҘј м Ғмҡ©н•ҳм—¬ нҷ”м—јм—җ мқҳн•ң к·ёмқ„мқҢ л°ңмғқмқҙ к°җмҶҢлҗЁмқ„ нҷ•мқён•ҳмҳҖмңјлӮҳ, кёҒнһҳмқҙ л°ңмғқлҗҳлҠ” нҷҳкІҪм—җм„ңлҠ” лӢӨлҹүмқҳ лҸ„лЈҢ к°ҖлЈЁк°Җ л°ңмғқлҗҳм–ҙ мӮ¬мҡ©мқҙ м ңн•ңм ҒмқҙлӢӨ. нҺҳлҶҖ мҲҳм§ҖлҠ” м—җнҸӯмӢң мҲҳм§Җм—җ 비н•ҙ нҷ”м—јм—җ лҢҖн•ң лӮңм—°м„ұмқҖ мҡ°мҲҳн•ҳлӮҳ кё°кі„м Ғ к°•лҸ„к°Җ лӮ®м•„, лҸҷмқјн•ң н•ҳмӨ‘ м§Җм§ҖлҘј мң„н•ҙ ліөн•©мһ¬мқҳ л‘җк»ҳмҷҖ мӨ‘лҹү мҰқк°Җк°Җ н•„мҡ”н•ҳлӢӨ. кө¬мЎ° м•Ҳм „м„ұ, лӮңм—°м„ұкіј кёҒнһҳ м Җн•ӯм„ұ л“ұмқҙ мҡ”кө¬лҗҳлҠ” нҷҳкІҪм—җм„ң мҡҙмҡ©н•ҳкё° мң„н•ң ліөн•©мһ¬ кө¬мЎ°л¬јмқ„ м ңмһ‘н• л•Ң, мөңк·јм—җлҠ” мқҙлҹ¬н•ң мҲҳм§Җлі„ нҠ№м„ұл“Өмқ„ кі л Өн•ҳм—¬ лҶ’мқҖ кё°кі„м Ғ к°•лҸ„лҘј к°Җм§ҖлҠ” м—җнҸӯмӢң мҲҳм§Җ н•Ём№Ё ліөн•©мһ¬мҷҖ лӮңм—°м„ұмқҙ мҡ°мҲҳн•ң нҺҳлҶҖ мҲҳм§Җ н•Ём№Ё ліөн•©мһ¬лҘј нҳјн•©н•ҳм—¬ мӮ¬мҡ©н•ҳлҠ” кІҪмҡ°лҸ„ мһҲлӢӨ. м—җнҸӯмӢң мҲҳм§Җ н•Ём№Ё ліөн•©мһ¬лҘј мқҙмҡ©н•ҳм—¬ л¶Җк°Җн•ҳмӨ‘м—җ лҢҖн•ң кө¬мЎ°к°•лҸ„лҘј м§Җм§Җн•ҳкі , нҷ”м—ј л…ём¶ңл©ҙм—җ нҺҳлҶҖ мҲҳм§Җ н•Ём№Ё ліөн•©мһ¬лҘј м Ғмҡ©н•ҳм—¬ нҷ”м—јм—җ мқҳн•ң к·ёмқ„мқҢ л°ңмғқмқ„ мөңмҶҢнҷ”н•ңлӢӨ. к·ёлҹ¬лӮҳ м—җнҸӯмӢң мҲҳм§ҖмҷҖ нҺҳлҶҖ мҲҳм§ҖлҠ” нҷ”н•ҷм Ғ кө¬мЎ° л“ұмқҳ м°ЁмқҙлЎң мқён•ҙ, н•ҳлӮҳмқҳ ліөн•©мһ¬ кө¬мЎ°л¬јм—җм„ң мқҙмў… мҲҳм§ҖлҘј к°ңлі„м ҒмңјлЎң кІҪнҷ”н• кІҪмҡ°м—җ к°Ғ мҲҳм§Җ н•Ём№Ё ліөн•©мһ¬ мёө мӮ¬мқҙмқҳ кІ°н•©л ҘмқҖ мғҒлҢҖм ҒмңјлЎң м•Ҫн•ҳкІҢ лҗңлӢӨ. лҳҗн•ң кёҒнһҳмқҙ л°ңмғқлҗҳлҠ” нҷҳкІҪм—җм„ң нҺҳлҶҖ мҲҳм§Җ н•Ём№Ё ліөн•©мһ¬лҘј н•„лқјл©ҳнҠё мҷҖмқёл”© кіөм •мңјлЎң м ңмһ‘н• кІҪмҡ°, кёҒнһҳм—җ мқҳн•ҙ к°•нҷ” 섬мң к°Җ лҒҠм–ҙм ё мЈјліҖмқҳ 섬мң к№Ңм§Җ лӢӨлҹүмңјлЎң л°•лҰ¬, мҶҗмғҒлҗ мҲҳ мһҲлӢӨ.
ліё м—°кө¬м—җм„ңлҠ” кө¬мЎ°н•ҳмӨ‘ л¶Җк°Җ, нҷ”м—ј л…ём¶ң, кёҒнһҳ л“ұмқҳ нҷҳкІҪм—җм„ң мҡҙмҡ©лҗҳлҠ” ліөн•©мһ¬ кө¬мЎ°л¬јм—җ лҢҖн•ҙ, лҶ’мқҖ кё°кі„м Ғ к°•лҸ„лҘј к°Җм§ҖлҠ” м—җнҸӯмӢң мҲҳм§ҖмҷҖ лӮңм—°м„ұмқҙ мҡ°мҲҳн•ң нҺҳлҶҖ мҲҳм§ҖлҘј нҳјн•©н•ҳм—¬ н•ҳлӮҳмқҳ ліөн•©мһ¬ кө¬мЎ°л¬ј нҳ•нғңлЎң кө¬м„ұн•ҳл©ҙм„ң мқҙмў… мҲҳм§Җ мёөк°„мқҳ кІ°н•©л Ҙмқ„ н–ҘмғҒмӢңнӮӨкё° мң„н•ҙ, мқҙмў… мҲҳм§Җ ліөн•©мһ¬мқҳ лҸҷмӢң кІҪнҷ” м ңмһ‘кё°лІ•мқ„ м ңм•Ҳн•ҳмҳҖлӢӨ. лҳҗн•ң мң лҰ¬-нҺҳлҶҖ ліөн•©мһ¬м—җ лҢҖн•ҙ кёҒнһҳ м Җн•ӯм„ұмқ„ мҰқлҢҖмӢңнӮӨкё° мң„н•ң лӢӨм–‘н•ң нҳ•нғңлҘј кі л Өн•ҳмҳҖлӢӨ. лҸҷмӢң кІҪ нҷ” м ңмһ‘кё°лІ•мңјлЎң м ңмһ‘н•ң мқҙмў… мҲҳм§Җ ліөн•©мһ¬м—җ лҢҖн•ҙ м—°кё° л°ңмғқ, кёҒнһҳ м Җн•ӯм„ұ л°Ҹ көҙкіЎ к°•лҸ„ л“ұмқҳ м„ұлҠҘмӢңн—ҳмқ„ мҲҳн–үн•ҳм—¬, мҡҙмҡ©нҷҳкІҪм—җм„ң мҡ”кө¬лҗҳлҠ” м—ҙм Ғ, кё°кі„м Ғ нҠ№м„ұмқ„ нҷ•мқён•ҳмҳҖкі мң лҰ¬-нҺҳлҶҖ ліөн•©мһ¬м—җ м Ғн•©н•ң нҳ•нғңлҘј м„ м •н•ҳмҳҖлӢӨ. ліё м—°кө¬м—җм„ң мӢңн—ҳ мӢңнҺёмқҳ к°•нҷ” 섬мң лҠ” мң лҰ¬ 섬мң лҘј мӮ¬мҡ©н•ҳмҳҖлӢӨ.
мқҙмў… мҲҳм§Җ ліөн•©мһ¬мқҳ лҸҷмӢң кІҪнҷ” м ңмһ‘кё°лІ•
мң лҰ¬ 섬мң к°•нҷ” ліөн•©мһ¬(GFRP: Glass Fiber Reinforced Plastic)м—җ лҢҖн•ҙ кө¬мЎ° м•Ҳм „м„ұмқҙ мҡ”кө¬лҗҳл©ҙм„ң лӮҙл¶Җк°Җ нҷ”м—јм—җ л…ём¶ңлҗ л•Ң, Fig. 1кіј к°ҷмқҙ кё°кі„м Ғ к°•лҸ„к°Җ мҡ°мҲҳн•ң мң лҰ¬-м—җнҸӯмӢң(G/E: Glass/Epoxy) ліөн•©мһ¬ лӮҙл¶Җм—җ лӮңм—°м„ұмқҙ мҡ°мҲҳн•ң мң лҰ¬-нҺҳлҶҖ(G/P: Glass/Phenolic) ліөн•©мһ¬лҘј м–ҮкІҢ м Ғмҡ©н•ҳлҠ” мқҙмў… мҲҳм§Җ ліөн•©мһ¬лЎң кө¬м„ұн•ңлӢӨ.
кё°мЎҙм—җлҠ” мқҙмў… мҲҳм§Җ ліөн•©мһ¬лҘј м ңмһ‘н• л•Ң, лӮңм—°м„ұмқ„ мң„н•ҙ лӮҙл¶Җм—җ мң„м№ҳн•ҳлҠ” мң лҰ¬-нҺҳлҶҖ мёөмқ„ м ңмһ‘кёҲнҳ•(mandrel) мң„м—җ н•„лқјл©ҳнҠё мҷҖмқёл”© нӣ„ лЁјм Җ кІҪнҷ”н•ңлӢӨ. мқҙнӣ„ кІҪнҷ”лҗң мң лҰ¬-нҺҳлҶҖ мёө мң„м—җ мқҙмў… мҲҳм§Җ мёөк°„ м ‘м°©л Ҙмқ„ н–ҘмғҒмӢңнӮӨкё° мң„н•ң м—җнҸӯмӢң м ‘м°© н•„лҰ„мқ„ м Ғмҡ©н•ҳкі , к·ё мң„м—җ мң лҰ¬-м—җнҸӯмӢң мёөмқ„ н•„лқјл©ҳнҠё мҷҖмқёл”© нӣ„ кІҪнҷ”н•ңлӢӨ. мқҙл•Ң ліөн•©мһ¬ лӮҙл¶Җ кёҒнһҳмқҙ л°ңмғқлҗҳлҠ” нҷҳкІҪм—җм„ңлҠ” н•„мҡ”м—җ л”°лқј мң лҰ¬-нҺҳлҶҖ мёөмқҳ 섬мң к°Җ лҒҠм–ҙм ё л°•лҰ¬лҗҳлҠ” нҳ„мғҒмқ„ л°©м§Җн•ҳкё° мң„н•ҙ нҺҳлҶҖ м ‘м°© н•„лҰ„мқ„ м ңмһ‘кёҲнҳ• мң„м—җ лЁјм Җ м Ғмҡ©н•ҳкё°лҸ„ н•ңлӢӨ. нҺҳлҶҖ м ‘м°© н•„лҰ„мқҖ мң лҰ¬-нҺҳлҶҖ мёөмқ„ ліҙнҳён•ҳкі н‘ңл©ҙмЎ°лҸ„лҘј н–ҘмғҒмӢңнӮӨлҠ” м—ӯн• мқ„ н•ңлӢӨ.
ліё м—°кө¬м—җм„ңлҠ” мқҙмў… мҲҳм§Җ ліөн•©мһ¬мқҳ мң лҰ¬-нҺҳлҶҖ мёөкіј мң лҰ¬-м—җнҸӯмӢң мёөк°„мқҳ кІ°н•©л Ҙмқ„ н–ҘмғҒмӢңнӮӨкё° мң„н•ң м ңмһ‘кё°лІ•мқ„ м ңм•Ҳн•ҳмҳҖлӢӨ. Fig. 2мҷҖ к°ҷмқҙ мқҙмў… мҲҳм§Җ мёөлі„лЎң к°ңлі„м ҒмңјлЎң кІҪнҷ”н•ҳм§Җ м•Ҡкі мөңмў… лӢЁкі„м—җм„ң лҸҷмӢңм—җ кІҪнҷ”н•ҳлҠ” кіөм •мқ„ м Ғмҡ©н•ҳмҳҖлӢӨ. лЁјм Җ лҜёкІҪнҷ” лҳҗлҠ” л°ҳкІҪнҷ” мғҒнғңмқҳ мң лҰ¬-нҺҳлҶҖ мёөмқ„ м ңмһ‘кёҲнҳ• мң„м—җ мң„м№ҳмӢңнӮЁлӢӨ. мқҙл•Ң мң лҰ¬-нҺҳлҶҖ мёөмқҳ кІҪнҷ”кіөм •мқ„ л°”лЎң 진н–үн•ҳм§Җ м•Ҡмңјл©°, мөңмҶҢн•ңмңјлЎң л°ҳкІҪнҷ” мғҒнғңк№Ңм§Җл§Ң 진н–үн•ңлӢӨ. мқҙнӣ„ мң лҰ¬-нҺҳлҶҖ мёө мң„м—җ мң лҰ¬-м—җнҸӯмӢң мёөмқ„ н•„лқјл©ҳнҠё мҷҖмқёл”© нӣ„ Fig. 3мқҳ кІҪнҷ” мӮ¬мқҙнҒҙм—җ л”°лқј м „мІҙлҘј лҸҷмӢңм—җ кІҪнҷ”н•ңлӢӨ. мҙҲкё°м—җ л¶Ҳн•„мҡ”н•ң мҲҳм§Җк°Җ л№ м ё лӮҳмҳӨлҸ„лЎқ мҲҳм§Җмқҳ м җлҸ„к°Җ м Җн•ҳлҗҳлҠ” 90 в„ғм—җм„ң кІҪнҷ” нӣ„, м—ҙм Ғ м•Ҳм •нҷ”лҘј мң„н•ҙ 105 в„ғлҘј кұ°міҗ м—җнҸӯмӢң мҲҳм§Җмқҳ кІҪнҷ” мҳЁлҸ„мқё 125 в„ғм—җм„ң мөңмў…м ҒмңјлЎң кІҪнҷ”н•ңлӢӨ. мқҙмў… мҲҳм§Җ мёөк°„мқҳ м ‘м°©л Ҙ н–ҘмғҒмқ„ мң„н•ҙ кё°мЎҙ к°ңлі„ кІҪнҷ” кіөм •м—җм„ң м Ғмҡ©н•ң м—җнҸӯмӢң м ‘м°© н•„лҰ„мқҖ лҸҷмӢң кІҪнҷ” кіөм •м—җм„ң н•„мҡ” мӢң м Ғмҡ©н•ңлӢӨ.

мӢңнҺё м ңмһ‘ л°Ҹ м„ұлҠҘмӢңн—ҳ
лҸҷмӢң кІҪнҷ” м ңмһ‘кё°лІ•мңјлЎң м ңмһ‘н•ң мқҙмў… мҲҳм§Җ ліөн•©мһ¬м—җ лҢҖн•ң лӮңм—°м„ұмқ„ нҷ•мқён•ҳкё° мң„н•ҙ м—°кё° л°ңмғқ мӢңн—ҳмқ„ мҲҳн–үн•ҳмҳҖлӢӨ. мқҙмў… мҲҳм§Җ ліөн•©мһ¬лҘј м ңмһ‘н• л•Ң лӮңм—°м„ұмқ„ мң„н•ҙ м Ғмҡ©лҗҳлҠ” мң лҰ¬-нҺҳлҶҖ мёөмқҳ нҺҳлҶҖ мҲҳм§ҖлҠ” м—җнҸӯмӢң мҲҳм§Җм—җ 비н•ҙ кІҪлҸ„к°Җ мғҒлҢҖм ҒмңјлЎң лӮ®лӢӨ. л”°лқјм„ң мң лҰ¬-нҺҳлҶҖ мёөм—җ лҢҖн•ҙ кёҒнһҳ м Җн•ӯм„ұмқҙ мҡ°мҲҳн•ң нҳ•нғңлҘј м„ м •н•ҳкё° мң„н•ҙ, кё°мЎҙмқҳ н•„лқјл©ҳнҠё мҷҖмқёл”© кіөм • мқҙмҷём—җ л¶Җм§ҒнҸ¬(felt), мӢңнҠё(sheet), н”„лҰ¬н”„л Ҳк·ё(prepreg) л“ұ лӢӨм–‘н•ң нҳ•нғңм—җ лҢҖн•ң кёҒнһҳ м Җн•ӯм„ұ мӢңн—ҳмқ„ мҲҳн–үн•ҳмҳҖлӢӨ. лҳҗн•ң лҸҷмӢң кІҪнҷ” м ңмһ‘кё°лІ•м—җ л”°лҘё көҙкіЎ к°•лҸ„ м Җн•ҳ м—¬л¶ҖлҘј нҷ•мқён•ҳкё° мң„н•ң көҙкіЎ к°•лҸ„ мӢңн—ҳлҸ„ мҲҳн–үн•ҳмҳҖлӢӨ.
3.1 м—°кё° л°ңмғқ мӢңн—ҳ
3.1.1 мӢңн—ҳ мӢңнҺё
мң лҰ¬-нҺҳлҶҖ мёөкіј мң лҰ¬-м—җнҸӯмӢң мёөмқ„ лҸҷмӢң кІҪнҷ” кё°лІ•мңјлЎң м ңмһ‘н•ҳлҠ” мқҙмў… мҲҳм§Җ ліөн•©мһ¬мқҳ нҠ№м„ұмқ„ м—°кө¬н•ҳкё° м „м—җ, мң лҰ¬-нҺҳлҶҖ мёөмқҳ нҳ•нғңм—җ л”°лҘё лӮңм—°м„ұмқ„ нҷ•мқён•ҳкё° мң„н•ҙ м—°кё° л°ңмғқ мӢңн—ҳмқ„ мҲҳн–үн•ҳмҳҖлӢӨ. м—°кё° л°ңмғқ мӢңн—ҳмқҖ мң лҰ¬-нҺҳлҶҖ мёөмқҳ нҳ•нғңлі„лЎң к·ёмқ„мқҢ л°ңмғқ м •лҸ„лҘј мғҒлҢҖм ҒмңјлЎң 비көҗн•ҳкё° мң„н•ң лӘ©м ҒмңјлЎң мҲҳн–үлҗҳм–ҙ, мӢңнҺёмқҖ лӢЁмқј мҲҳм§Җл§Ңмқ„ мӮ¬мҡ©н•ҳм—¬ м ңмһ‘н•ҳмҳҖлӢӨ. Table 1кіј к°ҷмқҙ мң лҰ¬-нҺҳлҶҖ ліөн•©мһ¬ мӢңнҺёмқҖ н•„лқјл©ҳнҠё мҷҖмқёл”©, л¶Җм§ҒнҸ¬, мӢңнҠё, н”„лҰ¬н”„л Ҳк·ё л“ұ мҙқ 4к°ңмқҳ нҳ•нғңлЎң м ңмһ‘н•ҳмҳҖлӢӨ. мӢңн—ҳ мӢңнҺё м ңмһ‘м—җ мӮ¬мҡ©лҗң мң лҰ¬ 섬мң лЎң н•„лқјл©ҳнҠё мҷҖмқёл”©мҡ©мқҖ E-glass spray-up roving 2400TEXлҘј мӮ¬мҡ©н•ҳмҳҖлӢӨ. л¶Җм§ҒнҸ¬лҠ” лӢЁмң„мӨ‘лҹү 100 g/m2мқҳ PET нҸҙлҰ¬м—җмҠӨн„° л¶Җм§ҒнҸ¬лҘј мӮ¬мҡ©н•ҳмҳҖлӢӨ. мӢңнҠёлҠ” ECR-glassfiber surface tissueлҘј мӮ¬мҡ©н•ҳмҳҖкі , 비мӨ‘мқҖ 2.7 g/cm3мқҙлӢӨ. н•„лқјл©ҳнҠё мҷҖмқёл”©, л¶Җм§ҒнҸ¬, мӢңнҠёмҡ© нҺҳлҶҖ мҲҳм§ҖлҠ” CELLOBONDВ® J2027Lмқ„ мӮ¬мҡ©н•ҳмҳҖкі , 비мӨ‘мқҖ 1.22вҲј1.24 g/cm3мқҙлӢӨ. мң лҰ¬-нҺҳлҶҖ н”„лҰ¬н”„л Ҳк·ёлҠ” лӮҙл§ҲлӘЁм„ұмқ„ кі л Өн•ҳм—¬ [0/90]мқҳ м Ғмёө л°°м—ҙмқ„ к°Җм§ҖлҠ” PHC522лҘј мӮ¬мҡ©н•ҳмҳҖлӢӨ. PHC522лҠ” лӢЁмң„мӨ‘лҹүмқҙ 260 g/m2, л‘җк»ҳк°Җ 0.4 mmмқҙкі , KRD-HM2 нҺҳлҶҖ мҲҳм§Җк°Җ м•Ҫ 44 % н•Ёмң лҗҳм–ҙ мһҲлӢӨ. м—җнҸӯмӢң мҲҳм§ҖлҠ” SS-2016WлҘј мЈјм ңлЎң, SS-2012HлҘј кІҪнҷ”м ңлЎң мӮ¬мҡ©н•ҳмҳҖлӢӨ. н•„лқјл©ҳнҠё мҷҖмқёл”©мқҳ мҲҳм§Җ н•Ёмң лҹүмқҖ м•Ҫ 41 %мқҙлӢӨ.
TableВ 1.
Specimen configuration for smoke generation test
мҲҳм§Җлі„ лӮңм—°м„ұмқ„ 비көҗн•ҳкё° мң„н•ҙ мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺёлҸ„ м ңмһ‘н•ҳмҳҖлӢӨ. к°Ғ мӢңнҺёмқҳ кІҪнҷ” мӮ¬мқҙнҒҙмқҖ н•„лқјл©ҳнҠё мҷҖмқёл”©кіј н”„лҰ¬н”„л Ҳк·ё нҳ•нғңмқҳ мң лҰ¬-нҺҳлҶҖ ліөн•©мһ¬, мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬лҠ” Fig. 3м—җ л”°лқј кІҪнҷ”н•ҳмҳҖлӢӨ. л¶Җм§ҒнҸ¬мҷҖ мӢңнҠё нҳ•нғңмқҳ мң лҰ¬-нҺҳлҶҖ ліөн•©мһ¬лҠ” 80 в„ғм—җм„ң 4мӢң к°„ лҸҷм•Ҳ кІҪнҷ” нӣ„, нҺҳлҶҖ мҲҳм§Җмқҳ кІҪлҸ„лҘј лҶ’мқҙкё° мң„н•ҙ 140 в„ғм—җм„ң 4мӢңк°„ лҸҷм•Ҳ нӣ„кІҪнҷ”лҘј 진н–үн•ҳмҳҖлӢӨ.
к°Ғ мӢңнҺёмқҳ кёёмқҙмҷҖ л„Ҳ비лҠ” м—°кё° л°ңмғқ мӢңн—ҳмһҘм№ҳмҷҖ кҙҖл Ёлҗң KS M ISO 5659-2 к·ңкІ©[8]м—җм„ң м ңмӢңн•ң 75Вұ1 mm лЎң м ңмһ‘н•ҳмҳҖлӢӨ. мӢңнҺёмқҳ л‘җк»ҳлҠ” 5 mmлЎң м ңмһ‘н•ҳмҳҖлӢӨ.
3.1.2 мӢңн—ҳ кө¬м„ұ
м—°кё° л°ңмғқ мӢңн—ҳмқҖ ліөн•©мһ¬ мӢңнҺёмқҳ л…ём¶ңл©ҙмңјлЎңл¶Җн„° л°ңмғқн•ҳлҠ” м—°кё°мқҳ кҙ‘н•ҷ л°ҖлҸ„ мёЎм •л°©лІ•мқ„ к·ңм •н•ҳкі мһҲлҠ” KS M ISO 5659-2 к·ңкІ©мқ„ кё°мӨҖмңјлЎң м ңмһ‘лҗң Fig. 4мқҳ м—°кё° л°ңмғқ мӢңн—ҳмһҘм№ҳлҘј мӮ¬мҡ©н•ҳмҳҖлӢӨ. ліё м—°кө¬м—җм„ң мӢңн—ҳмЎ°кұҙмқҖ к°Җм—ҙмҳЁлҸ„ 500 в„ғ, м—ҙмң лҹү 24.1 kW/m2, к°Җм—ҙмӢңк°„ 5분мқҙлӢӨ.

ліё м—°кө¬м—җм„ң м—°кё° л°ңмғқ мӢңн—ҳмқҳ лӘ©м ҒмқҖ м—°кё°мқҳ кҙ‘н•ҷ л°ҖлҸ„ мёЎм •мқҙ м•„лӢҲкі , мӢңнҺёлі„лЎң к°Җм—ҙ мӨ‘ л°ңмғқлҗҳлҠ” м—°кё°м—җ нҸ¬н•Ёлҗң к·ёмқ„мқҢмқҳ м–‘мқ„ мғҒлҢҖм ҒмңјлЎң 비көҗн•ҳкё° мң„н•ң кІғмқҙлӢӨ. м—°кё°м—җ нҸ¬н•Ёлҗң к·ёмқ„мқҢмқ„ нҸ¬м§‘н•ҳкё° мң„н•ң л°©лІ•мңјлЎң мӢңн—ҳмһҘм№ҳ мұ”лІ„ лӮҙл¶Җм—җ м ‘м°©м„ұмқҙ мһҲлҠ” нқ°мғү нҸ¬м§‘ мҡ©м§ҖлҘј м„Өм№ҳн•ҳмҳҖлӢӨ.
3.1.3 мӢңн—ҳ кІ°кіј
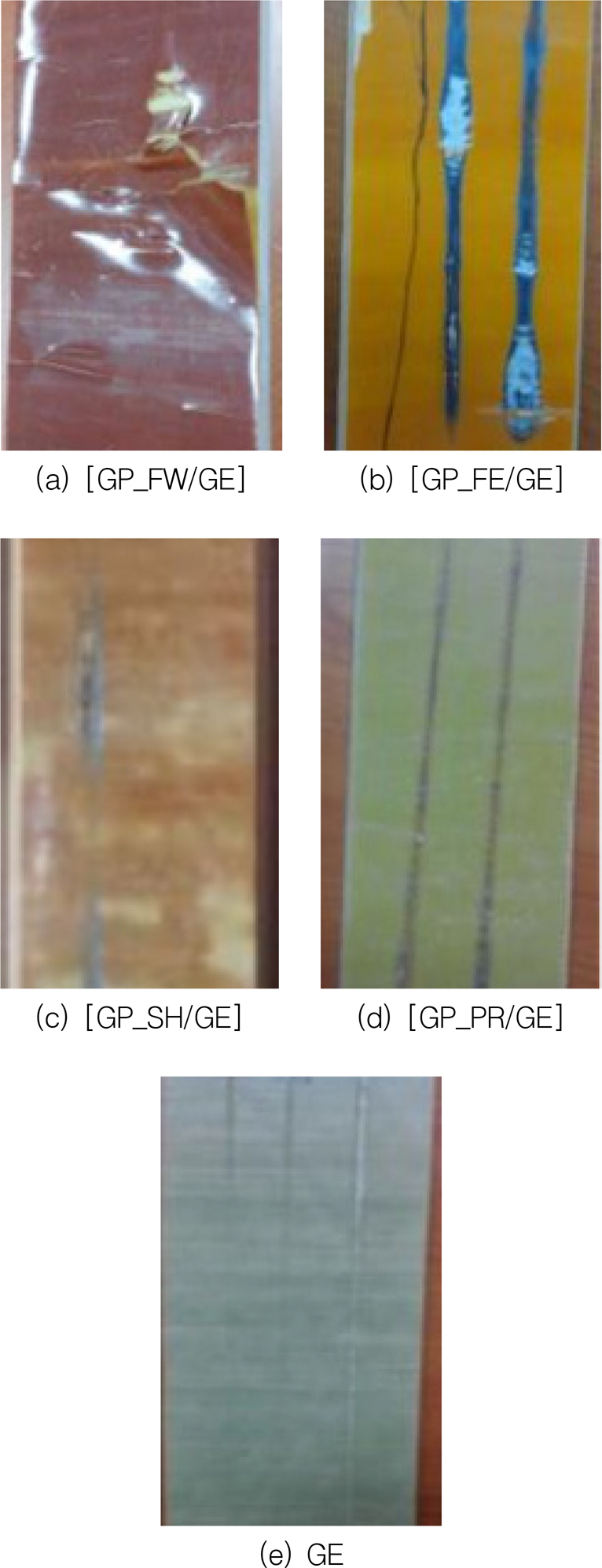
м—°кё° л°ңмғқ мӢңн—ҳ нӣ„ мӢңнҺёлі„лЎң к°Җм—ҙл©ҙ л°ҳлҢҖл©ҙмқҳ н‘ңл©ҙ мғҒнғңмҷҖ к·ёмқ„мқҢ нҸ¬м§‘ мғҒнғңлҠ” Fig. 5мҷҖ к°ҷлӢӨ. мң лҰ¬-нҺҳлҶҖ ліөн•©мһ¬ мӢңнҺё мӨ‘ н•„лқјл©ҳнҠё мҷҖмқёл”© мӢңнҺё(GP_FW)мқҖ мӢңн—ҳ нӣ„ н‘ңл©ҙмқҙ мҷ„м „нһҲ кІҖкІҢ к·ёмқ„л ёкі , мқҙм—җ 비н•ҙ н”„лҰ¬н”„л Ҳк·ё мӢңнҺё(GP_PR)мқҖ м•Ҫк°„ ліҖмғүлҗң м •лҸ„лЎң н‘ңл©ҙ мғҒнғңк°Җ к°ҖмһҘ м–‘нҳён•ҳмҳҖлӢӨ.
мӢңн—ҳ нӣ„ к·ёмқ„мқҢ л°ңмғқлҹүмқҖ мң лҰ¬-нҺҳлҶҖ ліөн•©мһ¬ мӢңнҺё 4мў… лӘЁл‘җ нҸ¬м§‘ мҡ©м§Җм—җм„ң к·ёмқ„мқҢмқҙ кұ°мқҳ нҷ•мқёлҗҳм§Җ м•Ҡм•ҳмңјлӮҳ, мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺё(GE)мқҖ кІҖмқҖ мһ…мһҗ нҳ•нғңмқҳ к·ёмқ„мқҢмқҙ лӢӨлҹүмңјлЎң нҸ¬м§‘лҗҳм—ҲлӢӨ. л”°лқјм„ң нҺҳлҶҖ мҲҳм§Җ н•Ём№Ё ліөн•©мһ¬лҠ” кІҪнҷ”кіөм •, мң лҰ¬-нҺҳлҶҖ нҳ•нғңмҷҖ л¬ҙкҙҖн•ҳкІҢ нҷ”м—јм—җ мқҳн•ң к·ёмқ„мқҢмқҙ кұ°мқҳ л°ңмғқлҗҳм§Җ м•Ҡм•ҳкі , м—җнҸӯмӢң мҲҳм§Җ н•Ём№Ё ліөн•©мһ¬ліҙлӢӨ лӮңм—°м„ұмқҙ л§Өмҡ° мҡ°мҲҳн•Ёмқ„ нҷ•мқён•ҳмҳҖлӢӨ.
3.2 кёҒнһҳ м Җн•ӯм„ұ мӢңн—ҳ
3.2.1 мӢңн—ҳ мӢңнҺё
мң лҰ¬-нҺҳлҶҖ мёөкіј мң лҰ¬-м—җнҸӯмӢң мёөмқ„ лҸҷмӢң кІҪнҷ” кё°лІ•мңјлЎң м ңмһ‘н•ң мқҙмў… мҲҳм§Җ ліөн•©мһ¬м—җ лҢҖн•ҙ, мң лҰ¬-нҺҳлҶҖ мёөмқҳ нҳ•нғңм—җ л”°лҘё кёҒнһҳ м Җн•ӯм„ұмқ„ нҷ•мқён•ҳкё° мң„н•ң мӢңн—ҳмқ„ мҲҳн–үн•ҳмҳҖлӢӨ. Table 2мҷҖ к°ҷмқҙ мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҳ кёҒнһҳ лҢҖмғҒмқё мң лҰ¬-нҺҳлҶҖ мёөмқҖ н•„лқјл©ҳнҠё мҷҖмқёл”©, л¶Җм§ҒнҸ¬, мӢңнҠёмҷҖ н”„лҰ¬н”„л Ҳк·ё л“ұ мҙқ 4к°ңмқҳ нҳ•нғңлҘј м„ м •н•ҳмҳҖлӢӨ. к°Ғ мӢңнҺёмқҳ мң лҰ¬ 섬мң мҷҖ нҺҳлҶҖ мҲҳм§Җмқҳ м ңмӣҗмқҖ м—°кё° л°ңмғқ мӢңн—ҳ мӢңнҺёкіј лҸҷмқјн•ҳлӢӨ. мң лҰ¬-нҺҳлҶҖ мёөмқҳ л‘җк»ҳлҠ” н•„лқјл©ҳнҠё мҷҖмқёл”©кіј мӢңнҠё нҳ•нғңлҠ” м•Ҫ 1.0 mm, л¶Җм§ҒнҸ¬лҠ” 0.3 mmлҘј м Ғмҡ©н•ҳмҳҖлӢӨ. н”„лҰ¬н”„л Ҳк·ё нҳ•нғңлҠ” 3мһҘмқ„ м Ғмҡ©н•ҳм—¬ 1.2 mmмқҳ л‘җк»ҳлҘј м Ғмҡ©н•ҳмҳҖлӢӨ. мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҳ мң лҰ¬-м—җнҸӯмӢң мёөмқҳ л‘җк»ҳлҠ” 6.2 mmмқҙкі , мӢӨм ң мҡҙмҡ©нҷҳкІҪм—җм„ң ліөн•©мһ¬ кө¬мЎ°л¬јм—җ мһ‘мҡ©н•ҳлҠ” м••л Ҙкіј көҪнһҳ н•ҳмӨ‘м—җ лҢҖн•ң кө¬мЎ° м•Ҳм „м„ұмқ„ л§ҢмЎұн•ҳлҠ” м„Өкі„к°’мқ„ лҸҷмқјн•ҳкІҢ м Ғмҡ©н•ҳмҳҖлӢӨ. мң лҰ¬-м—җнҸӯмӢң мёөмқҳ н•„лқјл©ҳнҠё мҷҖмқёл”© нҢЁн„ҙмқҖ [902/Вұ30/902/Вұ30/902/Вұ30/906]мқҙлӢӨ.
TableВ 2.
Specimen configuration for scratch resistance test
н•„лқјл©ҳнҠё мҷҖмқёл”© нҳ•нғңмқҳ мң лҰ¬-нҺҳлҶҖ мёөмқ„ м Ғмҡ©н•ң мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҖ кё°мЎҙ м ңмһ‘л°©мӢқкіј лҸҷмқјн•ҳкІҢ к°Ғ мҲҳм§Җ мёөмқ„ к°ңлі„м ҒмңјлЎң кІҪнҷ”н•ҳмҳҖлӢӨ. лҳҗн•ң мң лҰ¬-нҺҳлҶҖ мёөмқҳ н‘ңл©ҙ ліҙнҳёлҘј мң„н•ҙ AF 30 нҺҳлҶҖ м ‘м°© н•„лҰ„мқ„ м Ғмҡ©н•ҳмҳҖкі , мқҙмў… мҲҳм§Җ мёөк°„мқҳ кІ°н•©л Ҙ мҰқлҢҖлҘј мң„н•ҙ AF 163-2K м—җнҸӯмӢң м ‘м°© н•„лҰ„мқ„ м Ғмҡ©н•ҳмҳҖлӢӨ. AF 30кіј AF 163-2Kмқҳ л‘җк»ҳлҠ” к°Ғк°Ғ 0.13 mm(5 mil)мҷҖ 0.19 mm(7.5 mil)мқҙлӢӨ. л¶Җм§ҒнҸ¬, мӢңнҠёмҷҖ н”„лҰ¬н”„л Ҳк·ё нҳ•нғңмқҳ мң лҰ¬-нҺҳлҶҖ мёөмқ„ м Ғмҡ©н•ң мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҖ ліё м—°кө¬м—җм„ң м ңм•Ҳн•ң мқҙмў… мҲҳм§Җ мёөмқ„ лҸҷмӢң кІҪнҷ”кіөм •мңјлЎң м ңмһ‘н•ҳмҳҖкі , м ‘м°© н•„лҰ„мқҖ м Ғмҡ©н•ҳм§Җ м•Ҡм•ҳлӢӨ. мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺём—җ лҢҖн•ҙ кІҪнҷ” мӮ¬мқҙнҒҙмқҖ лӘЁл‘җ Fig. 3мқ„ м Ғмҡ©н•ҳмҳҖлӢӨ.
мқҙмў… мҲҳм§Җ ліөн•©мһ¬мқҳ мң лҰ¬-нҺҳлҶҖ мёөмқҳ кёҒнһҳ м Җн•ӯм„ұмқ„ мғҒлҢҖм ҒмңјлЎң 비көҗн•ҳкё° мң„н•ҙ, кё°кі„м Ғ к°•лҸ„к°Җ мҡ°мҲҳн•ң мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺёлҸ„ 6.2 mmмқҳ л‘җк»ҳлЎң м ңмһ‘н•ҳмҳҖлӢӨ.
3.2.2 мӢңн—ҳ кө¬м„ұ
кёҒнһҳ м Җн•ӯм„ұ мӢңн—ҳмһҘм№ҳлҠ” кі л¶„мһҗ мҪ”нҢ…м ңкіј н”ҢлқјмҠӨнӢұмқҳ кёҒнһҳ м Җн•ӯм„ұмқ„ нҸүк°Җн•ҳкё° мң„н•ң мӢңн—ҳл°©лІ•мқ„ к·ңм •н•ҳкі мһҲлҠ” ASTM D7027-13 к·ңкІ©[9]мқ„ м°ёкі н•ҳм—¬ Fig. 6кіј к°ҷмқҙ м ңмһ‘н•ҳмҳҖлӢӨ. мӢңн—ҳмЎ°кұҙмқҖ кёҒнһҳм—җ лҢҖн•ң мӢӨм ң мҡҙмҡ©нҷҳкІҪмқ„ кі л Өн•ҳм—¬ м„Өм •н•ҳмҳҖлӢӨ. мӢңнҺё н‘ңл©ҙмқ„ кёҒкё° мң„н•ң л°”лҠҳ(stylus)мқҳ лҒқл¶Җ분мқҖ л°ҳкІҪ 11.8 mmмқҳ мӣҗнҶө нҳ•мғҒмңјлЎң м ңмһ‘н•ҳмҳҖкі , 100 kgмқҳ л¶Җк°Җн•ҳмӨ‘м—җ лҢҖн•ҙ 25нҡҢ мҷ•ліө мӢңн—ҳ нӣ„ мӢңнҺёмқҳ н‘ңл©ҙ мғҒнғңлҘј мңЎм•ҲмңјлЎң нҷ•мқён•ҳмҳҖлӢӨ. л°”лҠҳмқҳ мқҙмҶЎмҶҚлҸ„лҠ” 5 mm/sлЎң м„Өм •н•ҳмҳҖлӢӨ.
3.2.3 мӢңн—ҳ кІ°кіј
мӢңн—ҳ нӣ„ мӢңнҺёмқҳ н‘ңл©ҙ мғҒнғңлҠ” Fig. 7кіј к°ҷлӢӨ. мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺё мӨ‘ мҲҳм§Җ мёөмқ„ к°ңлі„ кІҪнҷ”н•ң н•„лқјл©ҳнҠё мҷҖмқёл”© нҳ•нғңмқҳ мң лҰ¬-нҺҳлҶҖ мёө мӢңнҺё([GP_FW/GE])мқҖ 1нҡҢмқҳ мҷ•ліө мӢңн—ҳ нӣ„ мӢңнҺёмқҳ м ‘м°© н•„лҰ„ н‘ңл©ҙмқҙ л°•лҰ¬лҗҳм—Ҳкі мҷ•ліө мӢңн—ҳмқҙ кі„мҶҚ 진н–үлҗҳл©ҙм„ң мң лҰ¬-нҺҳлҶҖ мёөмқҳ 섬мң лҸ„ мҶҗмғҒ, л°•лҰ¬лҗҳм—ҲлӢӨ. л¶Җм§ҒнҸ¬ нҳ•нғңмқҳ мң лҰ¬-нҺҳлҶҖ мёө мӢңнҺё([GP_FE/GE])кіј мӢңнҠё нҳ•нғңмқҳ мң лҰ¬-нҺҳлҶҖ мёө мӢңнҺё([GP_SH/GE])мқҖ 25нҡҢмқҳ мҷ•ліө мӢңн—ҳ нӣ„ мқҙмў… мҲҳм§Җ мёөк°„м—җ л°•лҰ¬к°Җ л°ңмғқлҗҳм§Җ м•Ҡм•ҳмңјлӮҳ, мң лҰ¬-нҺҳлҶҖ мёө н‘ңл©ҙмқҳ мқјл¶Җ분мқҙ мҶҗмғҒлҗҳм–ҙ мң лҰ¬-м—җнҸӯмӢң мёөмқҙ л…ём¶ңлҗҳм—ҲлӢӨ. мқҙм—җ 비н•ҙ н”„лҰ¬н”„л Ҳк·ё нҳ•нғңмқҳ мң лҰ¬-нҺҳлҶҖ мёө мӢңнҺё([GP_PR/GE])мқҖ 25нҡҢмқҳ мҷ•ліө мӢңн—ҳ нӣ„ мқҙмў… мҲҳм§Җ мёөк°„м—җ л°•лҰ¬к°Җ л°ңмғқлҗҳм§Җ м•Ҡм•ҳкі , н‘ңл©ҙм—җ л°”лҠҳ мқҙмҶЎ мһҗкөӯл§Ң лӮЁм•ҳкі м „нҳҖ мҶҗмғҒлҗҳм§Җ м•Ҡм•ҳлӢӨ. н‘ңл©ҙ мғҒнғңк°Җ мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺё(GE)кіј мң мӮ¬н•ҳкІҢ л§Өмҡ° м–‘нҳён•ҳмҳҖлӢӨ. л”°лқјм„ң ліё м—°кө¬м—җм„ң м ңм•Ҳн•ң мқҙмў… мҲҳм§Җ мёөмқ„ лҸҷмӢң кІҪнҷ”кіөм •мңјлЎң м ңмһ‘н•ң 3мў…мқҳ мқҙмў… мҲҳм§Җ ліөн•©мһ¬ лӘЁл‘җ мёөк°„ л°•лҰ¬к°Җ л°ңмғқлҗҳм§Җ м•Ҡм•„, мёөк°„ кІ°н•©л Ҙмқҙ мҡ°мҲҳн•Ёмқ„ нҷ•мқён•ҳмҳҖлӢӨ. нҠ№нһҲ н”„лҰ¬н”„л Ҳк·ё нҳ•нғңк°Җ мӢңнҺё н‘ңл©ҙм—җ мҶҗмғҒкіј л°•лҰ¬к°Җ м „нҳҖ л°ңмғқлҗҳм§Җ м•Ҡм•„ кёҒнһҳ м Җн•ӯм„ұ л©ҙм—җм„ң к°ҖмһҘ м Ғн•©н•Ёмқ„ нҷ•мқён•ҳмҳҖлӢӨ.
3.3 көҙкіЎ к°•лҸ„ мӢңн—ҳ
3.3.1 мӢңн—ҳ мӢңнҺё
нҺҳлҶҖ мҲҳм§Җ н•Ём№Ё ліөн•©мһ¬лҠ” м—җнҸӯмӢң мҲҳм§Җ н•Ём№Ё ліөн•©мһ¬м—җ 비н•ҙ кё°кі„м Ғ л¬јм„ұмқҙ лӮ®лӢӨ. л”°лқјм„ң мң лҰ¬-нҺҳлҶҖ мёөкіј мң лҰ¬-м—җнҸӯмӢң мёөмқ„ лҸҷмӢңм—җ кІҪнҷ”н•ҳлҠ” кіөм • мӨ‘м—җ нҺҳлҶҖ мҲҳм§Җк°Җ м—җнҸӯмӢң мҲҳм§Җ мёөмңјлЎң м№ЁнҲ¬лҗҳл©ҙ кё°кі„м Ғ к°•лҸ„к°Җ мҡ”кө¬лҗҳлҠ” мң лҰ¬-м—җнҸӯмӢң мёөмқҳ л¬јм„ұмқҙ м Җн•ҳлҗ мҲҳ мһҲлӢӨ. мқҙм—җ нҺҳлҶҖ мҲҳм§Җк°Җ м—җнҸӯмӢң мҲҳм§Җ мёөмңјлЎң м№ЁнҲ¬лҗҳлҠ”м§Җ нҷ•мқён•ҳкё° мң„н•ҙ мқҙмў… мҲҳм§Җ лҸҷмӢң кІҪнҷ”кіөм •мңјлЎң м ңмһ‘лҗң мӢңнҺёмқҳ көҙкіЎ к°•лҸ„ мӢңн—ҳмқ„ мҲҳн–үн•ҳмҳҖлӢӨ. Table 3кіј к°ҷмқҙ мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҳ мң лҰ¬-нҺҳлҶҖ мёөмқҖ кёҒнһҳ м Җн•ӯм„ұмқҙ к°ҖмһҘ мҡ°мҲҳн•ң н”„лҰ¬н”„л Ҳк·ё нҳ•нғңлҘј м„ м •н•ҳмҳҖлӢӨ. мң лҰ¬-нҺҳлҶҖ мёөкіј мң лҰ¬-м—җнҸӯмӢң мёөмқҳ л‘җк»ҳлҠ” кёҒнһҳ м Җн•ӯм„ұ мӢңн—ҳ мӢңнҺёкіј лҸҷмқјн•ҳкІҢ к°Ғк°Ғ 1.2 mmмҷҖ 6.2 mmлЎң м„Өкі„н•ҳмҳҖкі , м ңмһ‘ нӣ„ мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҳ мҙқ л‘җк»ҳлҠ” м•Ҫ 7.1 mmлЎң мёЎм •лҗҳм—ҲлӢӨ. мқҙмў… мҲҳм§Җ ліөн•©мһ¬мқҳ көҙкіЎ к°•лҸ„ м Җн•ҳ м—¬л¶ҖлҘј нҷ•мқён•ҳкё° мң„н•ң мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺёмқҳ л‘җк»ҳлҠ” 6.2 mmлЎң м„Өкі„н•ҳмҳҖкі , м ңмһ‘ нӣ„ л‘җк»ҳлҠ” м•Ҫ 6.3 mmлЎң мёЎм •лҗҳм—ҲлӢӨ. мӢңнҺёмқҳ л„Ҳ비лҠ” 15 mmлЎң лҸҷмқјн•ҳлӢӨ.
3.3.2 мӢңн—ҳ кө¬м„ұ
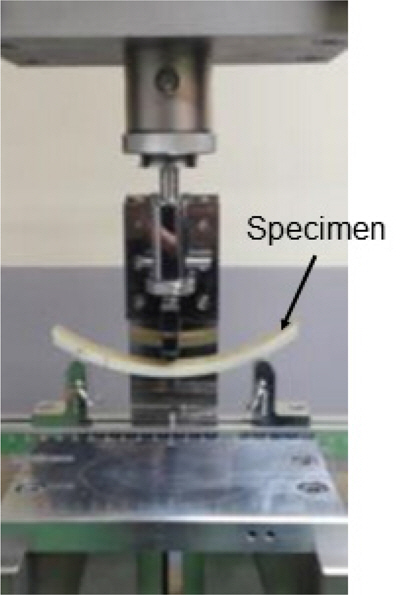
көҙкіЎ к°•лҸ„ мӢңн—ҳмқҖ н”ҢлқјмҠӨнӢұмқҳ көҙкіЎ нҠ№м„ұм—җ лҢҖн•ң мӢңн—ҳл°©лІ•мқ„ к·ңм •н•ҳкі мһҲлҠ” ASTM D790-15 к·ңкІ©[10]м—җ л”°лқј Fig. 8кіј к°ҷмқҙ л§ҢлҠҘмһ¬лЈҢмӢңн—ҳкё°лҘј мқҙмҡ©н•ҳм—¬ мҲҳн–үн•ҳмҳҖлӢӨ. мӢңнҺёмқ„ м–‘мӘҪ 2к°ңмҶҢм—җм„ң м§Җм§Җн•ҳкі мӢңнҺёмқҳ мӨ‘мӢ¬м җм—җ 0.05 mm/sмқҳ мҶҚлҸ„лЎң н•ҳмӨ‘мқ„ л¶Җк°Җн•ҳмҳҖлӢӨ. мӢңнҺёмқҳ м–‘мӘҪ м§Җм§Җм җ к°„мқҳ кұ°лҰ¬(support span)лҠ” н•ҙлӢ№ к·ңкІ©м—җм„ң м ңмӢңн•ң 16:1мқҳ м§Җм§Җм җ кұ°лҰ¬ лҢҖ л‘җк»ҳ 비мңЁмқ„ м Ғмҡ©н•ҳмҳҖлӢӨ. мӢңнҺё л‘җк»ҳлҘј кі л Өн•ҳм—¬ мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҳ м§Җм§Җм җ к°„ кұ°лҰ¬лҠ” 114 mm, мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺёмқҖ 100 mmлЎң м„Өм •н•ҳмҳҖлӢӨ. мӢңнҺё мҲҳлҹүмқҖ н•ҙлӢ№ к·ңкІ©м—җм„ң 5к°ң мқҙмғҒмқ„ 추мІңн•ҳмҳҖкі , ліё м—°кө¬м—җм„ңлҠ” мӢңнҺё мў…лҘҳлі„лЎң 10к°ңм”© м ңмһ‘н•ҳмҳҖлӢӨ.
3.3.3 мӢңн—ҳ кІ°кіј
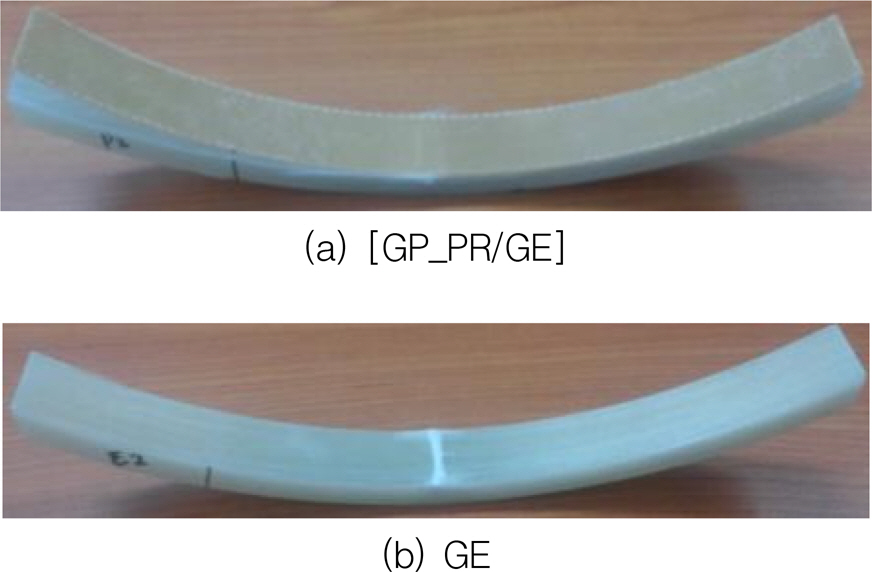
Fig. 9мқҳ н•ҳмӨ‘-ліҖмң„ м„ лҸ„лЎңл¶Җн„°, мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺё([GP_PR/GE]мқҖ мҙқ 10к°ңмқҳ мӢңнҺё лӘЁл‘җ мң мӮ¬н•ң кІҪн–Ҙмқ„ лӮҳнғҖлӮҙм—ҲлӢӨ. мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺё(GE)мқҖ кі„мёЎм—җ мҳӨлҘҳк°Җ л°ңмғқн•ң 1лІҲкіј 10лІҲмқ„ м ңмҷён•ң 8к°ңмқҳ мӢңнҺём—җм„ң мң мӮ¬н•ң кІҪн–Ҙмқ„ лӮҳнғҖлӮҙм—Ҳкі , көҙкіЎ нҠ№м„ұ кі„мӮ° мӢңм—җ 8к°ң мӢңнҺёмқҳ кІ°кіјл§Ңмқ„ мӮ¬мҡ©н•ҳмҳҖлӢӨ. к°Ғ мӢңнҺёмқҳ мӢңн—ҳ нӣ„ ліҖнҳ• мғҒнғңлҠ” Fig. 10кіј к°ҷлӢӨ.

мӢңн—ҳм—җм„ң к°Ғ мӢңнҺёмқҳ нҢҢлӢЁ мӢңм җм—җм„ңмқҳ н•ҳмӨ‘кіј ліҖмң„лҘј мёЎм •н•ҳмҳҖкі , мӢқ (1)л¶Җн„° мӢқ (3)к№Ңм§ҖлҘј мқҙмҡ©н•ҳм—¬ мӢңнҺёлі„лЎң көҙкіЎ к°•лҸ„(flexural strength, ПғfM), көҙкіЎ ліҖнҳ•лҘ (flexural strain, Оөf)кіј көҙкіЎ к°•м„ұ(flexural modulus, EB)мқ„ кі„мӮ°н•ҳмҳҖлӢӨ. PмҷҖ DлҠ” к°Ғк°Ғ мӢңнҺёмқҳ нҢҢлӢЁ мӢңм җм—җм„ңмқҳ н•ҳмӨ‘кіј ліҖмң„, LмқҖ мӢңнҺёмқҳ м–‘мӘҪ м§Җм§Җм җ к°„мқҳ кұ°лҰ¬, bмҷҖ dлҠ” к°Ғк°Ғ мӢңнҺёмқҳ л„Ҳ비мҷҖ л‘җк»ҳлҘј мқҳлҜён•ңлӢӨ. mмқҖ н•ҳмӨ‘-ліҖмң„ м„ лҸ„м—җм„ң мҙҲкё° м§Ғм„ кө¬к°„мқҳ м ‘м„ кё°мҡёкё°лҘј мқҳлҜён•ңлӢӨ. Table 4мҷҖ Table 5м—җ мӢңнҺёлі„лЎң мӢңн—ҳ мёЎм •кІ°кіјмҷҖ көҙкіЎ нҠ№м„ұ кі„мӮ°кІ°кіјлҘј м •лҰ¬н•ҳмҳҖлӢӨ.
TableВ 4.
Flexural properties of [G/P_PR+G/E] specimens in flexural strength test
TableВ 5.
Flexural properties of G/E specimens in flexural strength test
мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҳ нҸүк· нҢҢлӢЁ н•ҳмӨ‘мқҖ 3,466 NмңјлЎң мёЎм •лҗҳм–ҙ, мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺёмқҳ нҸүк· мқё 3,340 Nм—җ 비н•ҙ м•Ҫ 3.8 % нҒ° к°’мқ„ лӮҳнғҖлӮҙм—ҲлӢӨ. мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҖ мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺёкіј лҸҷмқјн•ң л‘җк»ҳмқҳ мң лҰ¬-м—җнҸӯмӢң мёөм—җ мң лҰ¬-нҺҳлҶҖ мёөмқҙ лӮҙл¶Җм—җ 추к°Җлҗң нҳ•нғңмқҙлӢӨ. мң лҰ¬-нҺҳлҶҖ мёөмқҳ л‘җк»ҳлҠ” 1.2 mmлЎң мң лҰ¬-м—җнҸӯмӢң мёөмқҳ л‘җк»ҳ 6.2 mmм—җ 비н•ҙ м–Үкі нҺҳлҶҖ мҲҳм§Җ нҠ№м„ұмғҒ м—җнҸӯмӢң мҲҳм§ҖліҙлӢӨ к°•лҸ„к°Җ мғҒлӢ№нһҲ лӮ®мңјлҜҖлЎң, мң лҰ¬-нҺҳлҶҖ мёөмқҖ мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺё м „мІҙмқҳ нҢҢлӢЁ н•ҳмӨ‘ мҰқк°Җм—җ нҡЁкіјк°Җ лҜёлҜён• кІғмңјлЎң мҳҲмғҒлҗңлӢӨ. л”°лқјм„ң мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҳ нҢҢлӢЁ н•ҳмӨ‘мқҙ мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺёліҙлӢӨ м Җн•ҳлҗҳм§Җ м•Ҡкі лҸҷл“ұ мқҙмғҒмқҳ мҲҳмӨҖмқ„ лӮҳнғҖлӮҙм–ҙ, мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҳ лҸҷмӢң кІҪнҷ”кіөм • мӨ‘м—җ нҺҳлҶҖ мҲҳм§Җк°Җ м—җнҸӯмӢң мҲҳм§Җ мёөмңјлЎң кұ°мқҳ м№ЁнҲ¬лҗҳм§Җ м•Ҡм•ҳмқ„ кІғмңјлЎң нҢҗлӢЁлҗңлӢӨ. мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҳ нҸүк· нҢҢлӢЁ ліҖмң„лҠ” 10.87 mmлЎң мёЎм •лҗҳм–ҙ, мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺёмқҳ нҸүк· мқё 9.41 mmм—җ 비н•ҙ м•Ҫ 15.5 % л§Һмқҙ ліҖнҳ•лҗҳм—ҲлӢӨ. н•ҳмӨ‘-ліҖмң„ м„ лҸ„м—җм„ң мҙҲкё° н•ҳмӨ‘м—җм„ңлҠ” л‘җ мӢңнҺёмқҳ мғҒлҢҖ ліҖмң„к°Җ мң мӮ¬н•ҳлӮҳ, н•ҳмӨ‘мқҙ мҰқк°Җн• мҲҳлЎқ мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҳ ліҖмң„к°Җ м•Ҫк°„ мҰқк°ҖлҗҳлҠ” кІҪн–Ҙмқ„ лӮҳнғҖлӮҙкі мһҲлӢӨ.
л‘җ мӢңнҺёмқҳ кёёмқҙмҷҖ л‘җк»ҳк°Җ мғҒмқҙн•ҳм—¬ көҙкіЎ нҠ№м„ұмқ„ мғҒлҢҖ 비көҗн•ҳлҠ” кІғмқҖ м Ғм Ҳн•ҳм§Җ м•Ҡмңјл©°, мӢңн—ҳкІ°кіјлЎңл¶Җн„° кі„мӮ°лҗң көҙкіЎ нҠ№м„ұмқҳ кІҪн–Ҙм—җ лҢҖн•ң 분м„қмқ„ мҲҳн–үн•ҳмҳҖлӢӨ. мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёкіј мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺёмқҳ нҸүк· көҙкіЎ к°•лҸ„лҠ” к°Ғк°Ғ 778.0 MPaмҷҖ 840.2 MPaлЎң кі„мӮ°лҗҳм—ҲлӢӨ. мӢқ (1)м—җм„ң л‘җ мӢңнҺёмқҳ м§Җм§Җм җ кёёмқҙ лҢҖ л‘җк»ҳ 비мңЁ L/dмҷҖ л„Ҳ비 bлҠ” к°Ғк°Ғ 16:1кіј 15 mmлЎң лҸҷмқјн•ҳлҜҖлЎң, көҙкіЎ к°•лҸ„лҠ” нҢҢлӢЁ н•ҳмӨ‘ PмҷҖ л‘җк»ҳ dмқҳ 비мңЁкіј кҙҖл ЁлҗңлӢӨ. мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҳ нҢҢлӢЁ н•ҳмӨ‘мқҙ м•Ҫк°„ нҒ° к°’мңјлЎң мёЎм •лҗҳм—ҲмңјлӮҳ л‘җк»ҳ м°Ёмқҙк°Җ лҚ” нҒ¬лҜҖлЎң, көҙкіЎ к°•лҸ„к°Җ лҚ” мһ‘кІҢ кі„мӮ°лҗҳм—ҲлӢӨ. мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҳ нҸүк· көҙкіЎ ліҖнҳ•лҘ мқҖ 0.0358 mm/mmлЎң кі„мӮ°лҗҳм–ҙ, мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺёмқҳ нҸүк· мқё 0.0356 mm/mmкіј мң мӮ¬н•ҳмҳҖлӢӨ. көҙкіЎ ліҖнҳ•лҘ мқҖ мӢқ (2)м—җм„ң нҢҢлӢЁ ліҖмң„ DмҷҖ м§Җм§Җм җ кёёмқҙ Lмқҳ 비мңЁкіј кҙҖл Ёлҗҳл©°, л‘җ ліҖмҲҳмқҳ м°Ёмқҙк°Җ мң мӮ¬н•ҳмҳҖлӢӨ. мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёкіј мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺёмқҳ нҸүк· көҙкіЎ к°•м„ұмқҖ к°Ғк°Ғ 31.29 MPaмҷҖ 29.70 MPaмқҙлӢӨ. мӢқ (3)м—җм„ң көҙкіЎ к°•м„ұмқҖ н•ҳмӨ‘-ліҖмң„ м„ лҸ„мқҳ мҙҲкё° кё°мҡёкё° mмқ„ м ңмҷён•ҳкі л‘җ мӢңнҺёмқҙ лҸҷмқјн•ҳлҜҖлЎң, m мқҙ м•Ҫк°„ нҒ° мқҙмў… мҲҳм§Җ ліөн•©мһ¬ мӢңнҺёмқҳ көҙкіЎ к°•м„ұмқҙ нҒ¬кІҢ кі„мӮ°лҗҳм—ҲлӢӨ.
кІ° лЎ
мң лҰ¬-нҺҳлҶҖ мёөкіј мң лҰ¬-м—җнҸӯмӢң мёөмңјлЎң кө¬м„ұлҗҳлҠ” мқҙмў… мҲҳм§Җ ліөн•©мһ¬мқҳ мёөк°„ кІ°н•©л Ҙмқ„ н–ҘмғҒмӢңнӮӨкё° мң„н•ҙ лҸҷмӢң кІҪнҷ” м ңмһ‘кё°лІ•мқ„ м ңм•Ҳн•ҳмҳҖлӢӨ. лҳҗн•ң лӮңм—°м„ұмқ„ мң„н•ң мқҙмў… мҲҳм§Җ ліөн•©мһ¬мқҳ мң лҰ¬-нҺҳлҶҖ мёөм—җ лҢҖн•ҙ кёҒнһҳ м Җн•ӯм„ұмқҙ мҡ°мҲҳн•ң нҳ•нғңлҘј м„ м •н•ҳкё° мң„н•ҙ м„ұлҠҘмӢңн—ҳмқ„ мҲҳн–үн•ҳмҳҖлӢӨ. м—°кё° л°ңмғқ мӢңн—ҳмқ„ нҶөн•ҙ, мң лҰ¬-нҺҳлҶҖ ліөн•©мһ¬ мӢңнҺёмқҖ м Ғмҡ© нҳ•нғңмҷҖ л¬ҙкҙҖн•ҳкІҢ нҷ”м—јм—җ мқҳн•ң к·ёмқ„мқҢ л°ңмғқмқ„ мөңмҶҢнҷ”н• мҲҳ мһҲкі мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬ мӢңнҺём—җ 비н•ҙ лӮңм—°м„ұмқҙ мҡ°мҲҳн•Ёмқ„ нҷ•мқён•ҳмҳҖлӢӨ. мң лҰ¬-м—җнҸӯмӢң мёөм—җ лӢӨм–‘н•ң нҳ•нғңмқҳ мң лҰ¬-нҺҳлҶҖ мёөмқ„ лҸҷмӢң кІҪнҷ”кё°лІ•мңјлЎң м ңмһ‘н•ң мқҙмў… мҲҳм§Җ ліөн•©мһ¬м—җ лҢҖн•ҙ кёҒнһҳ м Җн•ӯм„ұ мӢңн—ҳмқ„ мҲҳн–үн•ң кІ°кіј, л¶Җм§ҒнҸ¬, мӢңнҠё, н”„лҰ¬н”„л Ҳк·ё нҳ•нғңмқҳ мң лҰ¬-нҺҳлҶҖ мёөмқ„ м Ғмҡ©н•ң мӢңнҺё лӘЁл‘җ мқҙмў… мҲҳм§Җ мёөк°„м—җ л°•лҰ¬к°Җ л°ңмғқлҗҳм§Җ м•Ҡм•„, лҸҷмӢң кІҪнҷ”кё°лІ•мқҙ мёөк°„ кІ°н•©л Ҙ мёЎл©ҙм—җм„ң мҡ°мҲҳн•Ёмқ„ нҷ•мқён•ҳмҳҖлӢӨ. мқҙ мӨ‘ н”„лҰ¬н”„л Ҳк·ё нҳ•нғңмқҳ мң лҰ¬-нҺҳлҶҖ мёөмқҙ н‘ңл©ҙмқҳ мҶҗмғҒ м—Ҷмқҙ кёҒнһҳ м Җн•ӯм„ұмқҙ к°ҖмһҘ мҡ°мҲҳн•ҳмҳҖлӢӨ. лҳҗн•ң көҙкіЎ к°•лҸ„ мӢңн—ҳмңјлЎңл¶Җн„°, мң лҰ¬-м—җнҸӯмӢң ліөн•©мһ¬м—җ 비н•ҙ н”„лҰ¬н”„л Ҳк·ё нҳ•нғңмқҳ мң лҰ¬-нҺҳлҶҖ мёөмқ„ м Ғмҡ©н•ң мқҙмў… мҲҳм§Җ ліөн•©мһ¬мқҳ көҙкіЎ к°•лҸ„к°Җ м Җн•ҳлҗҳм§Җ м•Ҡм•„, мң лҰ¬-нҺҳлҶҖ мёөкіј мң лҰ¬-м—җнҸӯмӢң мёөмқ„ лҸҷмӢңм—җ кІҪнҷ”н•ҳлҠ” кіјм • мӨ‘м—җ нҺҳлҶҖ мҲҳм§Җк°Җ м—җнҸӯмӢң мҲҳм§Җ мёөмңјлЎң кұ°мқҳ м№ЁнҲ¬лҗҳм§Җ м•ҠмқҢмқ„ нҷ•мқён•ҳмҳҖлӢӨ. мқҙмҷҖ к°ҷмқҙ кё°кі„м Ғ к°•лҸ„к°Җ мҡ°мҲҳн•ң мң лҰ¬-м—җнҸӯмӢң мёөкіј н”„лҰ¬н”„л Ҳк·ё нҳ•нғңмқҳ лӮңм—°м„ұмқҙ мҡ°мҲҳн•ң мң лҰ¬-нҺҳлҶҖ мёөмқ„ лҸҷмӢң кІҪнҷ” кё°лІ•мңјлЎң м ңмһ‘н• кІҪмҡ°, мёөк°„ кІ°н•©л Ҙмқҙ мҰқлҢҖлҗ лҝҗл§Ң м•„лӢҲлқј лӮңм—°м„ұ, кёҒнһҳ м Җн•ӯм„ұ, көҙкіЎ к°•лҸ„ л“ұмқҳ м—ҙм Ғ, кё°кі„м Ғ нҠ№м„ұм—җ лҢҖн•ң мҡҙмҡ© мҡ”кө¬нҷҳкІҪмқ„ лӘЁл‘җ л§ҢмЎұн•Ёмқ„ нҷ•мқён•ҳмҳҖлӢӨ. мқҙмў… мҲҳм§Җ ліөн•©мһ¬м—җ лҢҖн•ң лҸҷмӢң кІҪнҷ” м ңмһ‘кё°лІ•мқҖ н•ӯкіөмҡ°мЈј, мӮ°м—… 분야 л“ұм—җм„ң мқҙмў… мҲҳм§Җ мёөк°„ кІ°н•©л Ҙмқҙ мҡ”кө¬лҗҳлҠ” лӢӨм–‘н•ң ліөн•©мһ¬ кө¬мЎ°л¬јм—җ нҷңмҡ©мқҙ к°ҖлҠҘн• кІғмңјлЎң кё°лҢҖлҗңлӢӨ.




