



кё° нҳё м„Ө лӘ…
rps: лӮҙлҘңмқҳ мҙҲлӢ№ нҡҢм „мҲҳ
Bd: ліјмқҳ м§ҒкІҪ
Pd: н”јм№ҳ м§ҒкІҪ
ПҶ: м ‘мҙүк°Ғ
1. м„ң лЎ
л Ҳмқҙм Җ лҳҗлҠ” л ҲмқҙлҚ”мҷҖ к°ҷмқҙ м „ л°©н–ҘмңјлЎң нҡҢм „н•ҳлҠ” кө¬м„ұн’Ҳмқ„ к°–лҠ” л¬ҙкё°мІҙкі„мқҳ м„ұлҠҘмқ„ кө¬нҳ„н•ҳкё° мң„н•ҙм„ңлҠ” мҲҳ Ојrad мқҙн•ҳмқҳ 추м Ғ м •л°ҖлҸ„лҘј нҷ•ліҙн• мҲҳ мһҲлҸ„лЎқ м •л°ҖмҳӨм°ЁлҘј мң м§Җн•ҳкі , мЎ°мӨҖм„ м—җлҹ¬лҘј мөңмҶҢнҷ”лҗ мҲҳ мһҲлҠ” мӢ лў°м„ұ мһҲлҠ” кө¬лҸҷкі„мқҳ м„Өкі„ л°Ҹ мҡҙмҡ© мӨ‘ кҙҖлҰ¬к°Җ н•„мҲҳм ҒмқҙлӢӨ.
кө¬лҸҷкі„мқҳ н•өмӢ¬ кө¬м„ұн’ҲмңјлЎң лІ м–ҙл§Ғ, кё°м–ҙ, лӘЁн„° л“ұмқҙ мӮ¬мҡ©лҗҳлҠ” кІғмқҙ мқјл°ҳм ҒмқҙлӢӨ. лӘЁн„°лҠ” thermometerк°Җ мқјл°ҳнҷ”лҗҳм–ҙ, кі мһҘмӢ нҳёлҘј ліҙлӮҙмӨ„ мҲҳ мһҲм§Җл§Ң, лІ м–ҙл§Ғкіј кё°м–ҙлҠ” кі мһҘм—җ лҢҖн•ң Built-In Test(BIT) кё°лҠҘмқҙ м—ҶлӢӨ. нҠ№нһҲ мһҘ비мқҳ мҲҳл°Җмҡ”кө¬ л°Ҹ нҡҢм „л¶Җмқҳ кө¬мЎ°м Ғмқё нҠ№м„ұмңјлЎң мқён•ҙ мҷёл¶Җм—җм„ң мңЎм•ҲмңјлЎң мғҒнғң м җкІҖмқҙ м–ҙл Өмҡҙ мң„м№ҳм—җ мһҲм–ҙ, мҙҲкё° кі мһҘм—¬л¶Җм—җ лҢҖн•ҙ мқём§Җн•ҳкё° нһҳл“ кө¬мЎ°мқҙлҜҖлЎң мӢ лў°м„ұ нҷ•ліҙм—җ м–ҙл ӨмӣҖмқҙ мһҲлӢӨ.
м§ҖкёҲк№Ңм§Җ лҢҖнҳ• мһҘ비мқҳ кө¬лҸҷкі„ лІ м–ҙл§Ғ мғҒнғң 진лӢЁм—җ лҢҖн•ң мӢ лў°м„ұмқ„ лҶ’мқҙкё° мң„н•ҙ, м—¬лҹ¬ к°Җм§Җ л°©лІ•мқҙ м—°кө¬лҗҳм–ҙ мҷ”лӢӨ. 진лӢЁмқ„ мң„н•ҙ мӮ¬мҡ©н• мҲҳ мһҲлҠ” мқёмһҗлЎңлҠ” мҳЁлҸ„, мҶҢмқҢ, 진лҸҷ к·ёлҰ¬кі мңӨнҷңмң к°Җ мһҲмңјл©°, 분м„қ л°©лІ•мңјлЎңлҠ” мҳЁлҸ„ 추мқҙ분м„қ[1], мҶҢмқҢ 분м„қ, 진лҸҷ 분м„қ[2], мңӨнҷңм ң 분м„қ[3] л°©лІ•мқҙ мЈјлЎң мқҙмҡ©лҗҳкі мһҲлӢӨ. мқҙ мӨ‘м—җм„ң мҳЁлҸ„ 추мқҙ분м„қмқҖ кёүкІ©н•ҳкі лҜём„ён•ң ліҖлҸҷмқҳ 징нӣ„м—җ лҢҖн•ң мӮ¬м „ м •ліҙлҘј м–»кё°м—җлҠ” м Ғм Ҳм№ҳ лӘ»н•ҳкі , мңӨнҷңм ң 분м„қ л°©лІ•мқҖ мӢ лў°м„ұмқҖ лҶ’м§Җл§Ң мңӨнҷңм ңмқҳ мӢӨмӢңк°„ мұ„집 л°Ҹ мёЎм •мқҙ м–ҙл өлӢӨлҠ” лӢЁм җмқ„ к°Җм§Җкі мһҲлӢӨ. к·ём—җ 비н•ҙ мҶҢмқҢ л°Ҹ 진лҸҷ 분м„қ л°©лІ•мқҖ мҙҲкё°мқҳ лҜём„ён•ң 징нӣ„мқҳ ліҖлҸҷм—җ лҜјк°җн•ҳкі , мҙҲкё° кі мһҘмқҳ мӣҗмқёмқ„ мӮ¬м „м—җ 분м„қн•ҙм„ң көҗмІҙ кі„нҡҚмқ„ м„ёмҡ°кё° мң„н•ң мӨ‘мҡ”н•ң м •ліҙлҘј м ңкіөн• мҲҳ мһҲлҠ” мһҘм җмқҙ мһҲм–ҙм„ң лІ м–ҙл§ҒмқҙлӮҳ кё°м–ҙмҷҖ к°ҷмқҖ нҡҢм „кё°кі„мқҳ мғҒнғң진лӢЁм—җ л§Һмқҙ мқҙмҡ©н•ҳкі мһҲлӢӨ.
ліё м—°кө¬м—җм„ңлҠ” лІ м–ҙл§Ғ мғҒнғң진лӢЁмқҳ ліҖмҲҳлЎң мӢ лў°м„ұмқҙ к°ҖмһҘ лҶ’мқҖ 진лҸҷ мӢ нҳёлҘј мқҙмҡ©н•ҳм—¬ кІ°н•ЁмқёмһҗлҘј м„Өм •н•ҳкі ліҖлҸҷ нҠ№м„ұмқ„ лҸ„м¶ңн•ҳмҳҖлӢӨ. ліё л…јл¬ёмқҖ л Ҳмқҙм Җмқҳ кө¬лҸҷ л©”м»ӨлӢҲмҰҳкіј мң мӮ¬н•ң л ҲмқҙлҚ” лІ м–ҙл§Ғмқҳ кІ°н•Ё мң л¬ҙлҘј 진лӢЁн•ң м—°кө¬ кІ°кіјлҘј л°”нғ•мңјлЎң, лІ м–ҙл§Ғмқҳ лӮҙл¶Җ кІ°н•Ём—җ мқҳн•ҙ л°ңмғқлҗң мЈјнҢҢмҲҳлҘј кё°м–ҙмҷҖ лӘЁн„° л“ұмқҳ лӢӨлҘё л…ёмқҙмҰҲ м„ұ분мңјлЎңл¶Җн„° 분лҰ¬н•ҳкё° мң„н•ҙ нҸ¬лқҪм„ л¶„м„қ(Envelope Analysis)лҘј мӮ¬мҡ©н•ҳмҳҖлӢӨ[4]. лІ м–ҙл§Ғ кІ°н•ЁмңјлЎң лӮҳнғҖлӮҳлҠ” мЈјнҢҢмҲҳлҘј мқҙлЎ м Ғ 분м„қкІ°кіјмҷҖ 비көҗн•ҳмҳҖмңјл©°, мЈјкё°м Ғмқё мёЎм •мқ„ нҶөн•ҙ лІ м–ҙл§Ғ нҡҢм „ м •м§Җ нҳ„мғҒмқҙ л°ңмғқлҗ л•Ң ліҖкІҪлҗҳлҠ” мқёмһҗм—җ лҢҖн•ҙ кі м°°н•ҳм—¬, көҗмІҙмӢңкё° кІ°м • мӢң м°ёкі н• мҲҳ мһҲлҸ„лЎқ н•ҳмҳҖлӢӨ.
2. лІ м–ҙл§Ғ мҶҢмқҢ, 진лҸҷ мӣҗмқё
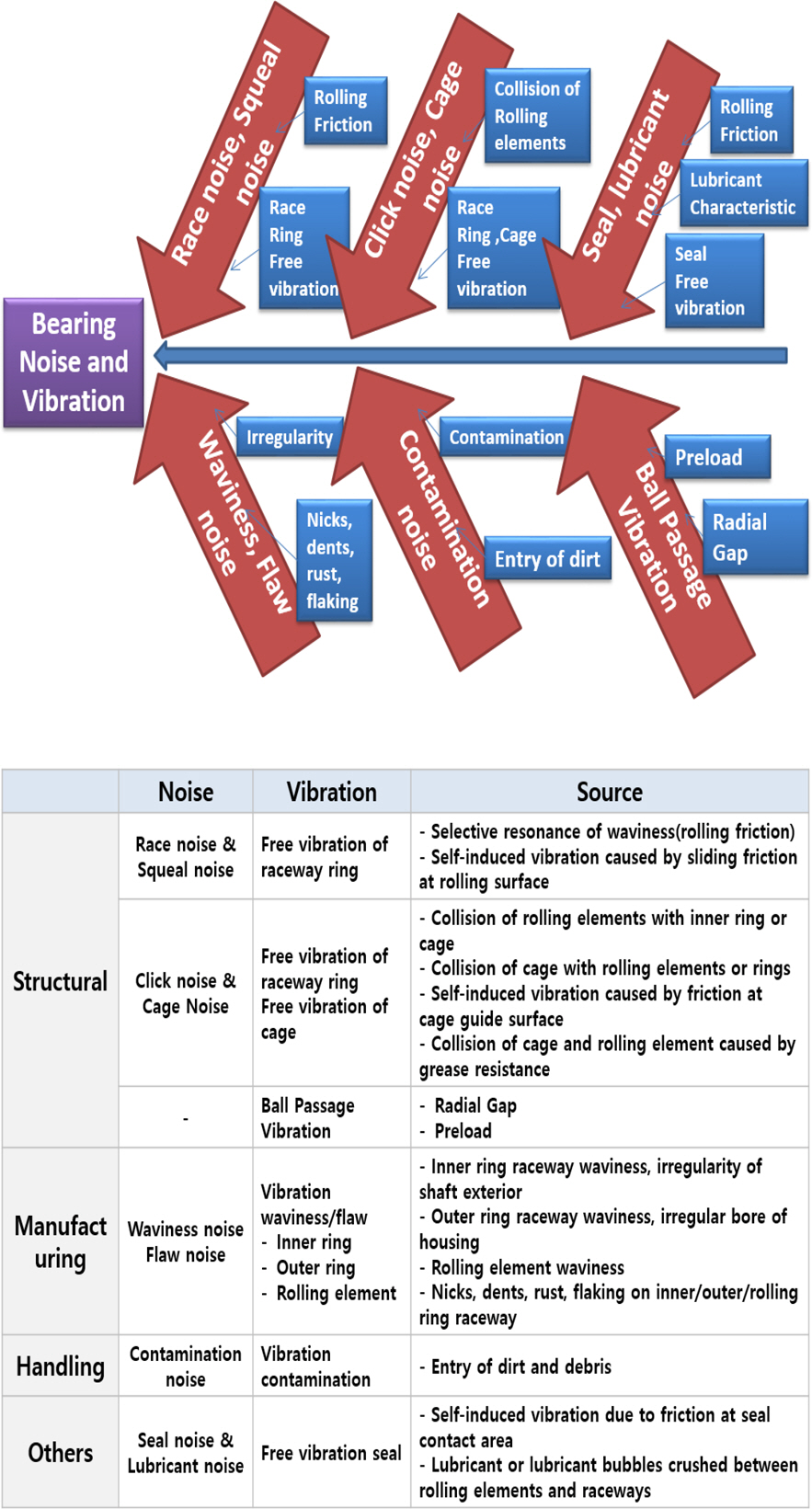
лІ м–ҙл§Ғ мҶҢмқҢ 진лҸҷмқҖ л°ңмғқмӣҗмқё, нҡҢм „мҶҚлҸ„, мҶҢмқҢ진лҸҷ мЈјнҢҢмҲҳ нҠ№м„ұм—җ л”°лқј Fig. 1кіј к°ҷмқҙ лӮҳлҲҢ мҲҳ мһҲлӢӨ[5]. к°ҖмһҘ мқјл°ҳм Ғмқё мҶҢмқҢ진лҸҷмқҳ л¬ём ң л°ңмғқ мң нҳ•мқҖ мһҳлӘ»лҗң м ңмЎ°, м·Ёкёү, л¶Җм Ғм Ҳн•ң мЎ°лҰҪ л°Ҹ м·Ёкёүм—җ л”°лҘё лӮҙ, мҷёлҘң л°Ҹ нҡҢм „ лЎӨлҹ¬мқҳ нқ 집мңјлЎң л¬ём ңк°Җ лҗҳл©°, мҷёл¶ҖлЎң лӮҳнғҖлӮҳлҠ” мҰқмғҒмқҖ лІ м–ҙл§Ғ к°Ғ л¶Җн’Ҳмқҳ мһҗмң 진лҸҷкіј л§Ҳм°°лЎң мқён•ң кёҲмҶҚм„ұ мҶҢмқҢкіј нҡҢм „нҶ нҒ¬мқҳ мҰқк°Җ нҳ„мғҒмңјлЎң лӮҳнғҖлӮңлӢӨ. кёҲмҶҚ кө¬мЎ°л¬јлЎң мқҙлЈЁм–ҙ진 лІ м–ҙл§ҒмқҖ кө¬мЎ°м ҒмңјлЎң мҶҢмқҢкіј 진лҸҷмқҙ л°ңмғқлҗ мҲҳл°–м—җ м—ҶлҠ” м ңн’ҲмңјлЎң нҒ¬кІҢ ліҙл©ҙ лІ м–ҙл§Ғ кө¬м„ұн’Ҳм—җ мқҳн•ң Race, Squeal, Click, Cage noise, Ball Passage VibrationмҷҖ к°ҷмқҖ кө¬мЎ°м Ғмқё мҶҢмқҢ 진лҸҷ, WaivinessмҷҖ Flaw noiseмҷҖ к°ҷмқҖ м ңмЎ°кіөм •кіј кҙҖл ЁлҗҳлҠ” л ҲмқҙмҠӨ м—ҙмІҳлҰ¬ л¶Ҳлҹүм—җ мқҳн•ҙ л°ңмғқлҗҳлҠ” мҶҢмқҢ 진лҸҷ, л¶Җм Ғм Ҳн•ң м·Ёкёүм—җ мқҳн•ҙ л°ңмғқлҗҳлҠ” Contamination NoiseмҷҖ Sealкіј Lubricantм—җ мқҳн•ҙ л°ңмғқлҗҳлҠ” мҶҢмқҢмңјлЎң лӮҳлҲҢ мҲҳ мһҲлӢӨ.
3. мқҙлЎ л°Ҹ мӢӨн—ҳм Ғ 분м„қ
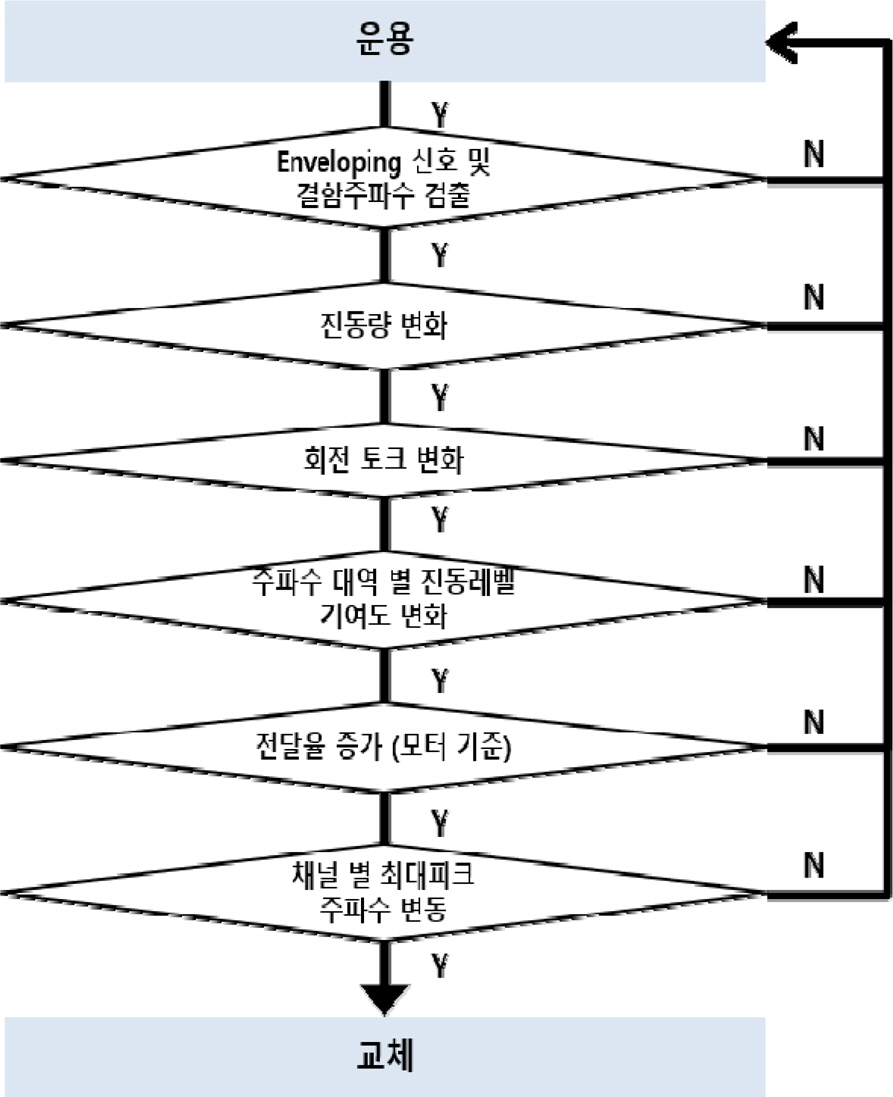
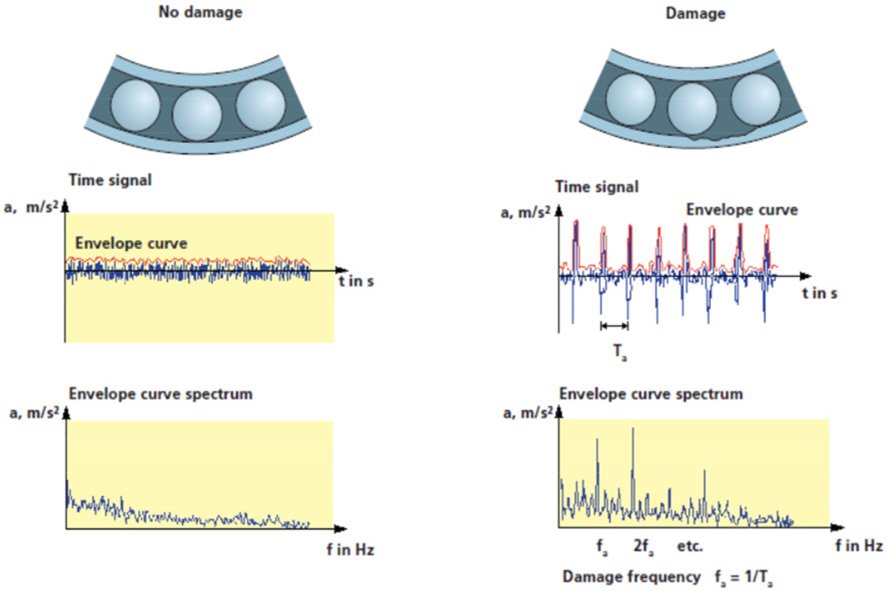
л№„м •мғҒм ҒмңјлЎң мҡҙмҡ©лҗҳлҠ” нҡҢм „мІҙлҠ” кө¬лҸҷкі„м—җм„ң л°ңмғқлҗҳлҠ” н•ҳлӘЁлӢү мЈјнҢҢмҲҳ м„ұ분 мқҙмҷёмқҳ мЈјнҢҢмҲҳк°Җ л°ңмғқлҗңлӢӨ. л№„м •мғҒм Ғмқё мӢ нҳёлҠ” лӮҙ, мҷёл¶Җмқҳ нҷҳкІҪм Ғмқё мҡ”мқёмқҙлӮҳ н’Ҳм§Ҳ л¬ём ңлЎң мқён•ң Rolling elementл“Өм—җ мһ‘мҡ©лҗҳлҠ” л°ҳліөн•ҳмӨ‘мңјлЎң л ҲмқҙмҠӨл©ҙм—җ м „лӢЁмқ‘л Ҙмқҙ мЈјкё°м ҒмңјлЎң мһ‘мҡ©н•ЁмңјлЎңмҚЁ л°ңмғқн•ҳкІҢ лҗңлӢӨ. мқҙлҹ¬н•ң нҳ„мғҒмқҙ м§ҖмҶҚм ҒмңјлЎң л°ҳліөлҗҳл©ҙ Crackмқҙ м җм°Ё мҷёл¶Җ н‘ңл©ҙк№Ңм§Җ м»Өм§ҖкІҢ лҗҳкі , Rolling elementк°Җ Crack л¶Җмң„лҘј кі„мҶҚ көҙлҹ¬ м§ҖлӮҳк°Җл©ҙм„ң, лІ м–ҙл§Ғ н‘ңл©ҙмқҳ кёҲмҶҚмЎ°к°Ғмқҙ л–Ём–ҙм ё лӮҳк°ҖкІҢ лҗҳлҠ” Flaking нҳ„мғҒмқҙ мғқкё°кІҢ лҗңлӢӨ[6]. лІ м–ҙл§Ғмқҙ мҶҗмғҒлҗ кІҪмҡ°, Outer Race Ball Passing FrequencyлҠ” 축 RPM мқҳ мҲҳмӢӯ л°°м—җ лӢ¬н•ҳл©°, мқҙлҹ¬н•ң мЈјнҢҢмҲҳк°Җ л°ңмғқн•ҳлҠ” мқҙмң лҠ”, 축 1 нҡҢм „ лӢ№ лІ м–ҙл§Ғмқҳ BallмқҙлӮҳ Rollerк°Җ мҲҳл§ҺмқҖ нҡҢм „мқ„ н•ҳкё° л•Ңл¬ёмқҙлӢӨ. лҳҗн•ң мҶҗмғҒлҗң лІ м–ҙл§Ғм—җ мқҳн•ң 진лҸҷмқҳ AmplitudeлҠ” лІ м–ҙл§Ғ н‘ңл©ҙмқҳ мҶҗмғҒлҗң м–‘м—җ 비лЎҖн•ҙм„ң лӮҳнғҖлӮҳкІҢ лҗңлӢӨ. м •мғҒ мҡҙмҡ© мӨ‘мқё мһҘ비м—җ Fig. 2мҷҖ к°ҷмқҙ Enveloping мӢ нҳёк°Җ л°ңмғқлҗҳл©ҙ, мқҙл•Ңл¶Җн„°лҠ” н•ҙлӢ№ лІ м–ҙл§Ғмқҳ мқҙмғҒ мӢ нҳёк°Җ лӮҳнғҖлӮң кІғмқҙлҜҖлЎң flow chartмқҳ мҲңм„ңлЎң мғҒнғң к°җмӢң мҲҳн–үмқ„ нҶөн•ҙ, көҗмІҙ кі„нҡҚмқ„ м„ёмӣҢм•ј н•ңлӢӨ.
3.1 мқҙлЎ м Ғ 분м„қ
лІ м–ҙл§ҒмңјлЎңл¶Җн„° кі„мёЎлҗң 진лҸҷ мӢ нҳёлҠ” кІ°н•Ё мӣҗмқём—җ л”°лқј м—¬лҹ¬ мЈјнҢҢмҲҳ лҢҖм—ӯ м„ұ분 кіұмңјлЎң мқҙлЈЁм–ҙм ёмһҲлӢӨ. кІ°н•ЁмңјлЎң мқён•ң 충격 к°Җ진м—җ мқҳн•ҙ мӢңмҠӨн…ң кі мң 진лҸҷмҲҳм—җм„ңмқҳ 진лҸҷмқҙ л°ңмғқн•ҳкі кі„мёЎлҗң 진лҸҷмқҖ кі мң 진лҸҷм—җ мқҳн•ң нҢҢнҳ•м—җ лҢҖн•ҙ кІ°н•Ём—җ мқҳн•ң л°ҳліөмЈјнҢҢмҲҳк°Җ 진нҸӯ ліҖмЎ°лҗң кІғмқҙлӢӨ. мқҙмҷҖ к°ҷмқҙ ліҖмЎ° мЈјнҢҢмҲҳмҷҖ н”ј ліҖмЎ° мЈјнҢҢмҲҳ мӮ¬мқҙмқҳ 비к°Җ нҒ° мӢ нҳёлЎңл¶Җн„° ліҖмЎ° мЈјнҢҢмҲҳ м„ұ분мқҳ м •ліҙлҘј м–»лҠ” лҚ°лҠ” Envelope Analysisмқҙ нҡЁкіјм ҒмқҙлӢӨ[2]. лІ м–ҙл§Ғ нҳ•мғҒкіј нҡҢм „мҶҚлҸ„, н”јм№ҳ м§ҒкІҪ, ліј м§ҒкІҪ, м ‘мҙүк°Ғм—җ л”°лқј кІ°м •лҗҳлҠ” нҠ№мқҙн•ң лІ м–ҙл§Ғ мЈјнҢҢмҲҳк°Җ кІҖм¶ңлҗҳл©°, мқҙ л•Ң мёЎм •лҗң 진лҸҷмқҳ нҒ¬кё°лЎң лІ м–ҙл§Ғмқҳ мғҒнғңлҘј м•Ң мҲҳ мһҲлӢӨ.
лӮҙлҘң, мҷёлҘң л ҲмқҙмҠӨ лҳҗлҠ” лЎӨлҹ¬мқҳ мҶҗмғҒм—җ мқҳн•ҙ кІ°н•Ёмқҙ л°ңмғқ мӢңм—җлҠ” Fig. 3кіј к°ҷмқҖ 충격нһҳм—җ мқҳн•ң Enveloping мӢ нҳёк°Җ л°ңмғқн•ңлӢӨ. мӢңк°„мқҳ нқҗлҰ„м—җ л”°лқјм„ң мҶҚлҸ„ 진лҸҷліҖнҷ”мҷҖ мғҲлЎңмҡҙ мҶҢмқҢкіј нҡҢм „ нҶ нҒ¬ мҰқк°Җ л°Ҹ мңӨнҷңкі„нҶөм—җ кёҲмҶҚ칩мқҙ м„һм—¬ лӮҳмҳӨлҠ” мҰқмғҒмқҙ м»Өм§Җл©°, лІ м–ҙл§Ғмқҳ мҲҳлӘ…мқ„ лӢӨн•ҳлҠ” мҲңмңјлЎң мқҙм–ҙм§ҖкІҢ лҗңлӢӨ. лІ м–ҙл§ҒмқҖ лӮҙл¶Җмқҳ лЎңмҡёлҹ¬мҷҖ л ҲмқҙмҠӨл©ҙкіјмқҳ л§Ҳм°°мқҙ мқҙлЈЁм–ҙм§Җл©° нҡҢм „мқ„ н•ҳкІҢ лҗҳлҠ”лҚ° мҲҳлӘ… мЈјкё°лҘј м§ҖлӮҳм„ң мһҘкё°к°„ мӮ¬мҡ©н•ҳкұ°лӮҳ мһҗмІҙ кІ°н•Ём—җ мқҳн•ҙ л ҲмқҙмҠӨл©ҙ лҳҗлҠ” лЎңмҡёлҹ¬ л©ҙм—җ кёҲмҶҚ particle мқҙ л°ңмғқлҗҳкі мӢңк°„мқҙ м§ҖлӮҳл©ҙм„ң лІ м–ҙл§Ғ лӮҙл¶Җм—җлҠ” лҚ” л§ҺмқҖ нқЎм§‘мңјлЎң мқён•ң кёҲмҶҚ particleмқҙ мғқкё°кІҢ лҗңлӢӨ. мқҙлҹ¬н•ң мӣҗлҰ¬м—җ мқҳн•ҙ лІ м–ҙл§Ғмқҳ мЈјнҢҢмҲҳ 분м„қмқ„ нҶөн•ң кі мһҘ 진лӢЁмқҙ к°ҖлҠҘн•ҳкІҢ лҗңлӢӨ.
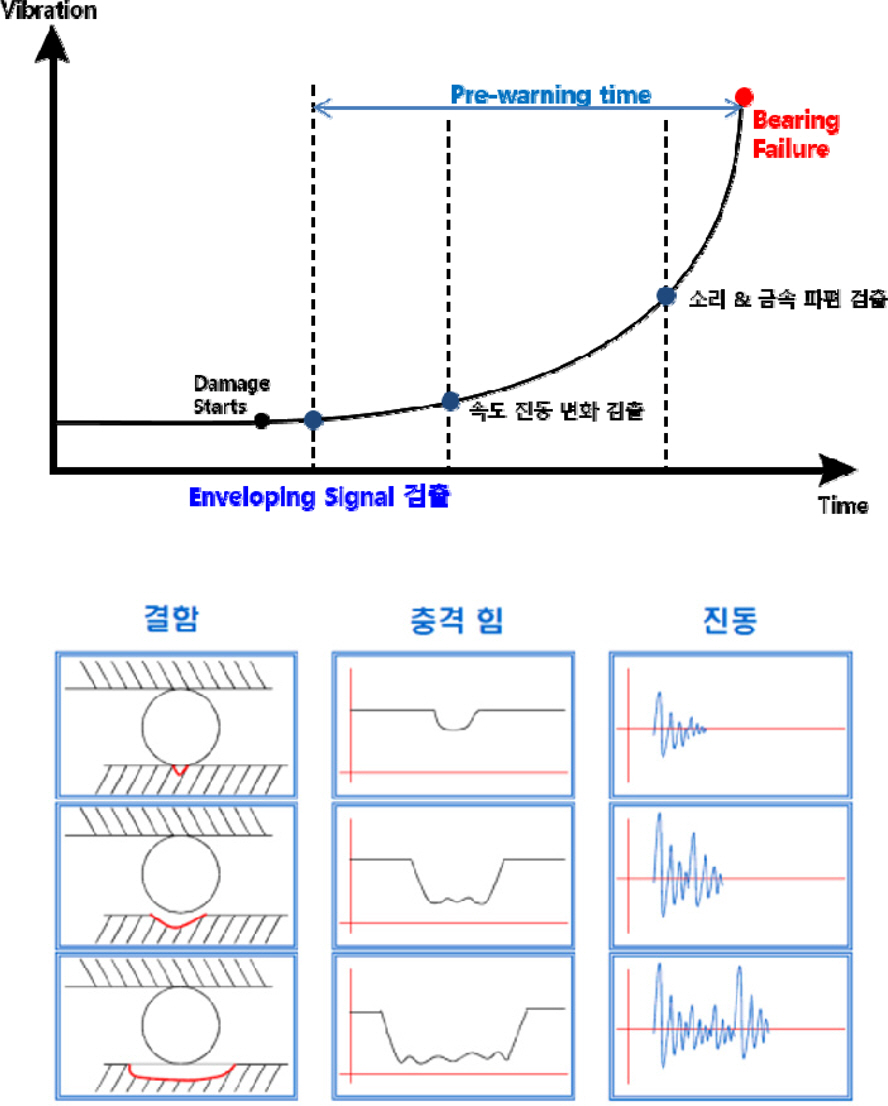
Table 1мқҖ л…јл¬ёмқҳ мӢңм ңлЎң мӮ¬мҡ©н•ң 6 rpmмңјлЎң нҡҢм „н•ҳлҠ” лІ м–ҙл§Ғмқҳ л¬јлҰ¬м Ғ м ңмӣҗмқҙлӢӨ. н•ҙлӢ№н•ҳлҠ” кө¬лҸҷкі„м—җм„ң лІ м–ҙл§Ғ кІ°н•Ё мЈјнҢҢмҲҳк°Җ лӮҳнғҖлӮҳм§Җ м•Ҡкі , м •мғҒмғҒнғңлЎң мҡҙмҡ©лҗҳкі мһҲлҠ” мһҘ비мқҳ нҡҢм „ лҸҷкё° мЈјнҢҢмҲҳлҠ” Table 2мҷҖ к°ҷлӢӨ. н•ҙлӢ№ мһҘ비мқҳ мҡҙмҡ© мӨ‘м—җ мқјл¶Җ кө¬м„ұн’Ҳмқё н”Ңлһ«нҸј лӮңк°„ л–ЁлҰј нҳ„мғҒмқҳ л°ңмғқкіј нҡҢм „ мӢң лІ м–ҙл§Ғм—җм„ң мһҗкёҖкұ°лҰ¬лҠ” л№„м •мғҒ мҶҢмқҢмқҙ л°ңмғқлҗҳм—Ҳмңјл©°, нҳ„мғҒм—җ лҢҖн•ң 분м„қмқ„ мң„н•ҙ мЈјнҢҢмҲҳ 분м„қмқ„ мҲҳн–үн•ҳмҳҖлӢӨ. мҰқмғҒмңјлЎңлҠ” лӮҙ, мҷёлҘң л ҲмқҙмҠӨл©ҙмқҳ кІ°н•ЁмңјлЎң мқён•ң Flanking нҳ„мғҒмқҙ л°ңмғқлҗҳкі мһҲм—ҲлӢӨ. мқјм •н•ң 축방н–Ҙ н•ҳмӨ‘мқ„ л°ӣлҠ” м •м§Җ лӮҙлҘңкіј мқјм • мҶҚлҸ„лЎң нҡҢм „н•ҳлҠ” мҷёлҘңкіј ліјлЎң кө¬м„ұлҗң кІ°н•Ёмқ„ к°Җ진 лІ м–ҙл§ҒмқҖ н‘ңл©ҙ мң„мқҳ кІ°н•Ёмқҙ лӢӨлҘё н‘ңл©ҙкіј л§ҢлӮ л•Ңл§ҲлӢӨ 충격нҢҢнҳ•мқҙ мғқм„ұлҗҳл©ҙм„ң, мһ„нҺ„мҠӨ мқ‘лӢөмқ„ н•ҳкІҢ лҗңлӢӨ.
TableВ 1.
Bearing specifications
| кө¬л¶„ | н”јм№ҳ м§ҒкІҪ[mm] | ліјм§ҒкІҪ[mm] | м ‘мҙүк°Ғ[Лҡ] | ліјмҲҳлҹү[EA] | нҡҢм „мҶҚлҸ„[rps] |
|---|---|---|---|---|---|
| Pd | Bd | ОҰ | N | rps | |
| Prj. A | 992 | 15.14 | 45 | 174 | 0.1 |
TableВ 2.
Rotation synchronization frequency
кІ°н•Ёкіј мғҒлҢҖ н‘ңл©ҙмқҳ м ‘мҙүмқҖ мЈјкё°м Ғмқҙкё° л•Ңл¬ём—җ, мһ„нҺ„мҠӨлҠ” кІ°н•Ёмқҳ мң„м№ҳм—җ л”°лқј мқјм •н•ң мӢңк°„ к°„кІ©мңјлЎң кІ°н•ЁнҠ№м„ұмЈјнҢҢмҲҳлҘј л°ңмғқмӢңнӮӨлҠ” мӣҗмқёмқҙ лҗңлӢӨ. лӮҙлҘңкіј мҷёлҘңм—җ кІ°н•Ёмқҙ мһҲмқ„ л•Ң Inner Race Ball Passing Frequency (BPFI), Outer Race Ball Passing Frequency (BPFO), ліјм—җ кІ°н•Ёмқҙ мһҲмқ„ л•Ңм—җлҠ” Ball Spin Frequency (BSF)мқҳ мӢ нҳёлҘј кІҖм¶ңн• мҲҳ мһҲкІ лӢӨ[7].
мІ«м§ё, кё°ліём—ҙ мЈјнҢҢмҲҳ, Fundamental Train Frequency (FTF)лҠ” м—ҙ лҳҗлҠ” мјҖмқҙм§Җ мЈјнҢҢмҲҳлЎң к°Ғк°Ғмқҳ лЎңмҡёлҹ¬ мӨ‘мӢ¬мқҳ к°ҒмҶҚлҸ„м—җ лҢҖмқ‘н•ҳлҠ” мЈјнҢҢмҲҳлЎң
л‘ҳм§ё, ліј мһҗм „ мЈјнҢҢмҲҳ, Ball Spin Frequency(BSF)лҠ” ліј н‘ңл©ҙкіј м ‘мҙүн•ҳлҠ” лӮҙлҘң лҳҗлҠ” мҷёлҘң мғҒмқҳ н•ң м җм—җ лҢҖн•ң к°ҒмҶҚлҸ„м—җ лҢҖмқ‘н•ҳлҠ” мЈјнҢҢмҲҳлЎң
м…Ӣм§ё, мҷёлҘңмқҳ ліј нҶөкіј мЈјнҢҢмҲҳ, Outer Race Ball Passing Frequency(BPFO)лҠ” мҷёлҘңмғҒмқҳ н•ң м җмқ„ нҶөкіјн•ҳлҠ” ліјмқҳ мЈјнҢҢмҲҳлЎң
л„·м§ё, лӮҙлҘңмқҳ ліј нҶөкіј мЈјнҢҢмҲҳ, Inner Race Ball Passing Frequency(BPFI)лҠ” лӮҙлҘң мғҒмқҳ н•ң м җмқ„ нҶөкіјн•ҳлҠ” ліјмқҳ мЈјнҢҢмҲҳлЎң
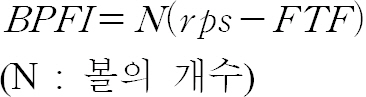
Table 3мқҖ Outer raceмҷҖ Inner race к·ёлҰ¬кі Rolling elementм—җ кІ°н•Ёмқҙ мғқкІјмқ„ л•Ң л°ңмғқлҗҳлҠ” мЈјнҢҢмҲҳ Spectrum мқҙлӢӨ.
TableВ 3.
Bearing defect frequency
3.2 мӢӨн—ҳм Ғ 분м„қ
лІ м–ҙл§Ғ мң„м—җ мЎ°лҰҪлҗҳлҠ” нҡҢм „мІҙмқҳ л¬ҙкІҢлҠ” 4.8нҶӨмқҙл©°, 6 rpmмқҳ м ҖмҶҚмңјлЎң нҡҢм „н•ҳлҠ” м•„лһҳмқҳ кө¬лҸҷмһҘм№ҳ(4к°ң лЎңнҠё)лҘј мӢӨн—ҳ лӘЁлҚёлЎң мӮ¬мҡ©н•ҳмҳҖлӢӨ. Fig. 4мҷҖ к°ҷмқҙ 진лҸҷмёЎм •мқҖ лІ м–ҙл§Ғ лӮҙлҘң лЎңл”©н”Ңлҹ¬к·ё мЈјліҖмқҳ 진лҸҷмқ„ мёЎм •н•ҳм—¬, лІ м–ҙл§Ғ, лӘЁн„° л“ұмқҳ м •мғҒм Ғмқё нҡҢм „ кө¬лҸҷкі„ м„ұ분과 л№„м •мғҒм Ғмқё мқҙмғҒ мЈјнҢҢмҲҳ м„ұ분мқ„ кө¬л¶„н•ҳкё° мң„н•ҙм„ң мЈјнҢҢмҲҳ 분м„қкё°лҘј нҷңмҡ©н•ҳм—¬ лҚ°мқҙн„° м·Ёл“қ л°Ҹ мЈјнҢҢмҲҳлі„ 분м„қмқ„ мҲҳн–үн•ҳмҳҖмңјл©° 추к°ҖлЎң лІ м–ҙл§Ғ мғҒлӢЁмқҳ нҡҢм „л¶Җм—җ лҢҖн•ң нҡҢм „нҶ нҒ¬ л°Ҹ кө¬лҸҷкі„нҶө мңӨнҷңмғҒнғңлҘј нҷ•мқён•ҳмҳҖлӢӨ.
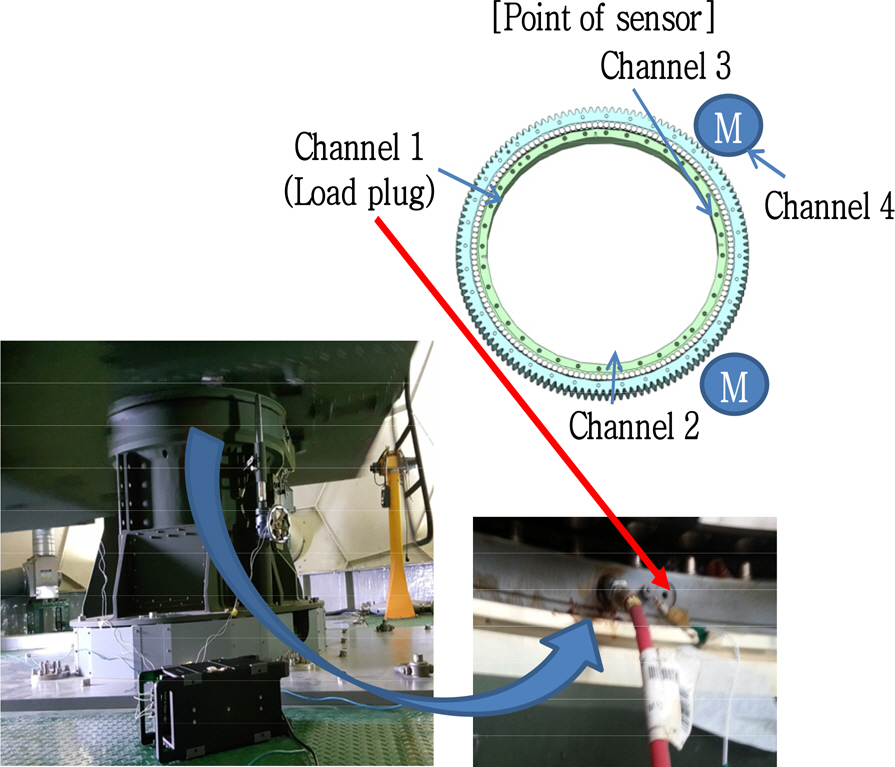
вҖў мёЎм • мһҘ비: B&K PULSE
вҖў 진лҸҷ м„јм„ң: Dytran(9.66 mV/g, к°ҖмҶҚлҸ„ м„јм„ң) : 4к°ң
вҖў 진лҸҷ мёЎм • нҢҢлқјлҜён„° : к°ҖмҶҚлҸ„, к°ҖмҶҚлҸ„ м—”л№ҢлЎңн•‘(#1~4)
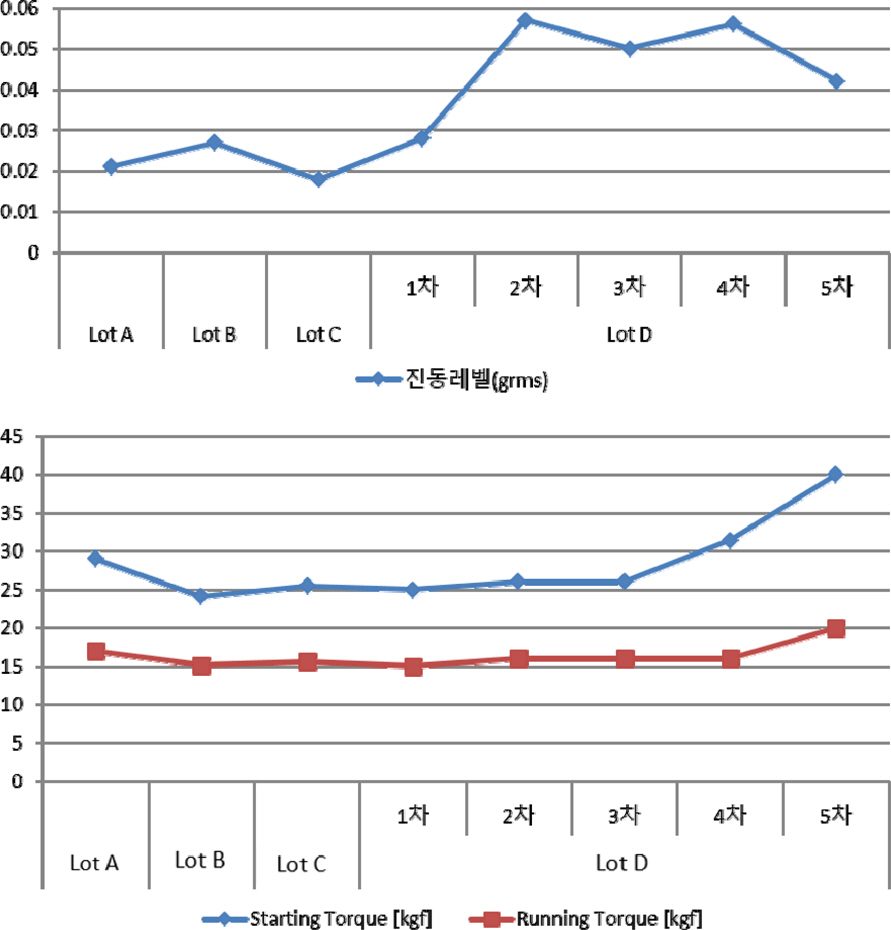
분м„қмқҳ мӢ лў°лҸ„ н–ҘмғҒмқ„ мң„н•ҙ кІ°н•Ёмқҙ л°ңмғқлҗң Lot D мқҙмҷём—җ, м •мғҒм Ғмқё мҡҙмҡ©мқҙ лҗҳкі мһҲлҠ” Lot A, B, Cм—җ лҢҖн•ҙм„ңлҸ„ лҸҷмқјн•ң л°©лІ•мңјлЎң мёЎм •н•ң кІ°кіјлҘј 비көҗ 분м„қн•ҳмҳҖлӢӨ. м„јм„ңмқҳ мң„м№ҳлҠ” 4к°ңмқҳ к°ҖмҶҚлҸ„м„јм„ң мӨ‘м—җм„ң мұ„л„җ1мқҖ лІ м–ҙл§Ғ лӮҙлҘңмқҳ лЎңл”©н”„лҹ¬к·ё мҳҶ, 2лІҲкіј 3лІҲмқҖ120лҸ„ к°„кІ©мңјлЎң л¶Җм°©н•ҳмҳҖкі , мұ„л„җ 4лІҲмқҖ лӘЁн„°м—җ л¶Җм°©н•ҳм—¬ м „лӢ¬лҘ мқ„ нҷ•мқён•ҳмҳҖлӢӨ. мёЎм •н•ң кІ°кіјлҠ” Table 4 л°Ҹ Fig. 5 мҷҖ к°ҷлӢӨ. Lot A, B, CмҷҖ Lot Dмқҳ 1м°Ёк№Ңм§ҖлҠ” лІ м–ҙл§Ғ кІ°н•ЁмЈјнҢҢмҲҳ м—Ҷмқҙ м •мғҒ мғҒнғңмқҳ мЈјнҢҢмҲҳ нҠ№м„ұмқ„ ліҙмқҙкі мһҲмңјл©°, Lot Dмқҳ кІҪмҡ°м—җлҠ” 17к°ңмӣ”мқҙ м§ҖлӮң нӣ„мқё, Lot D 2м°Ёл¶Җн„° м •мғҒ мҡҙмҡ© мӨ‘мқҙлҚҳ лІ м–ҙл§Ғм—җ лІ м–ҙл§ҒкІ°н•Ё мЈјнҢҢмҲҳк°Җ л°ңмғқлҗҳкі мһҲмңјл©°, 진лҸҷл ҲлІЁмқҳ кёүмһ‘мҠӨлҹ¬мҡҙ ліҖнҷ”к°Җ л°ңмғқлҗҳм—ҲлӢӨ.
TableВ 4.
Vibration and torque comparison
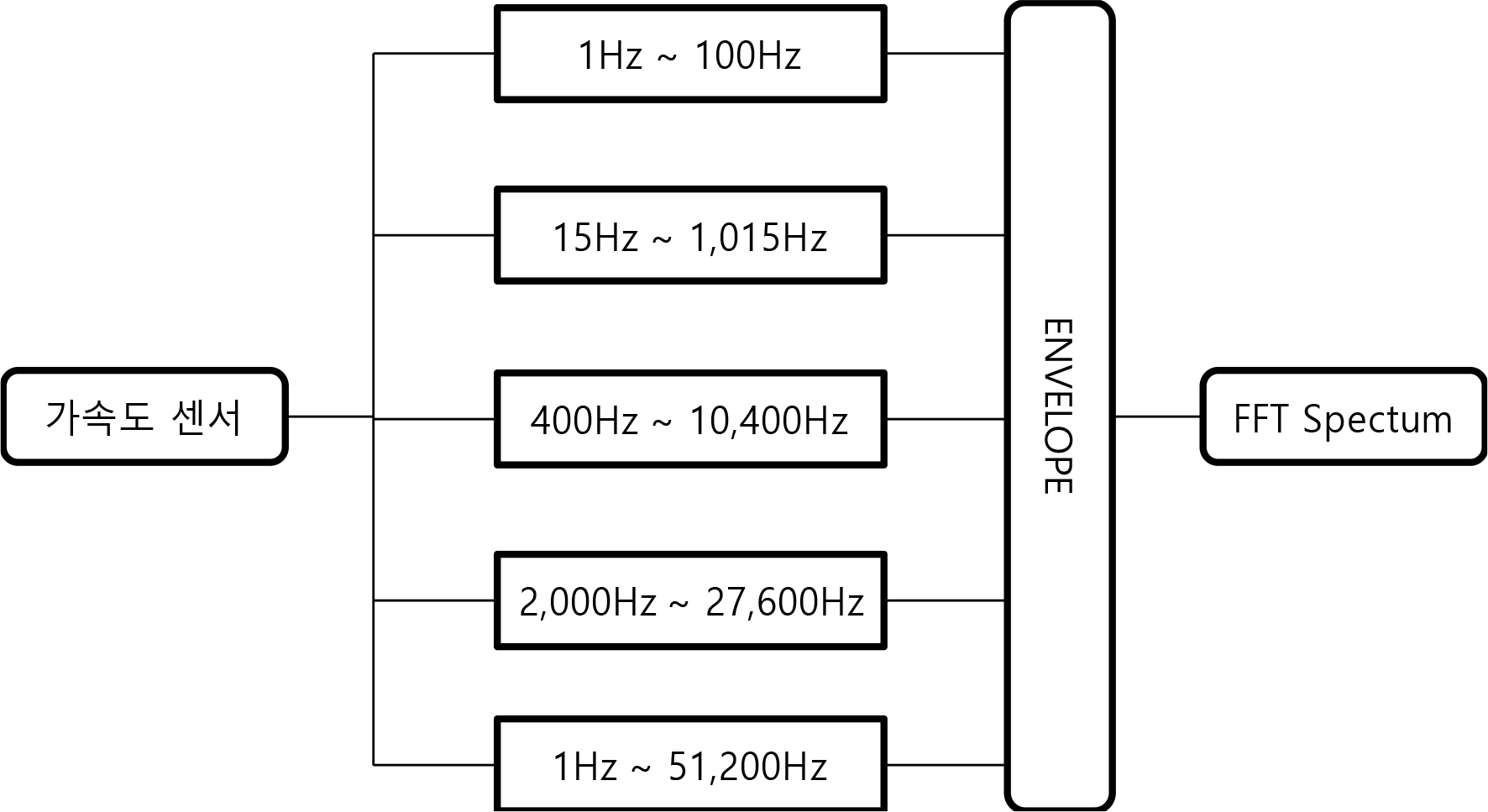
лІ м–ҙл§Ғмқҳ лӮҙл¶Җ кІ°н•Ём—җ мқҳн•ҙ л°ңмғқлҗң мЈјнҢҢмҲҳлҘј кё°м–ҙмҷҖ лӘЁн„° л“ұмқҳ лӢӨлҘё л…ёмқҙмҰҲ м„ұ분мңјлЎңл¶Җн„° 분лҰ¬н•ҙм„ң мӢқлі„н•ҳкё° мүҪлҸ„лЎқ, м•„лһҳ Fig. 6мқҳ м Ҳм°Ём—җ л”°лқј мҲҳн–үн•ҳмҳҖлӢӨ.
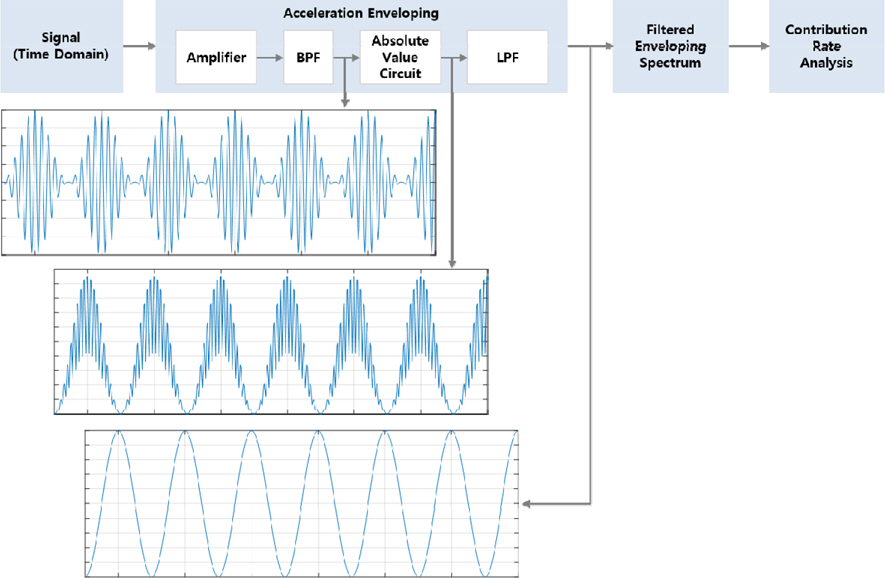
Fig. 7кіј к°ҷмқҙ кІ°н•Ёмқҙ л°ңмғқлҗң лІ м–ҙл§Ғм—җм„ң л°ңмғқлҗҳлҠ” к°ҖмҶҚлҸ„ мӢ нҳёлҘј Envelopingн•ҳкі , Fig. 8мқҳ лҢҖм—ӯнҶөкіјн•„н„°[8]лҘј мӮ¬мҡ©н•ҳм—¬, лҢҖм—ӯлі„ кІ°н•Ё мЈјнҢҢмҲҳ м·Ёл“қ л°Ҹ 진лҸҷл ҲлІЁмқҳ кё°м—¬лҸ„лҘј 분м„қн•ҳмҳҖлӢӨ. кІ°н•Ё мҙҲкё° мӢқлі„ лӢЁкі„(Lot D 2м°Ё)м—җм„ң 100 Hz лҜёл§Ңмқҳ м ҖмЈјнҢҢ лҢҖм—ӯм—җм„ң лІ м–ҙл§Ғ кё°ліё кІ°н•ЁмЈјнҢҢмҲҳк°Җ Fig. 9мҷҖ к°ҷмқҙ лӮҳнғҖлӮҳлҠ” кІғмқ„ нҷ•мқён•ҙ ліј мҲҳ мһҲм—ҲлӢӨ.
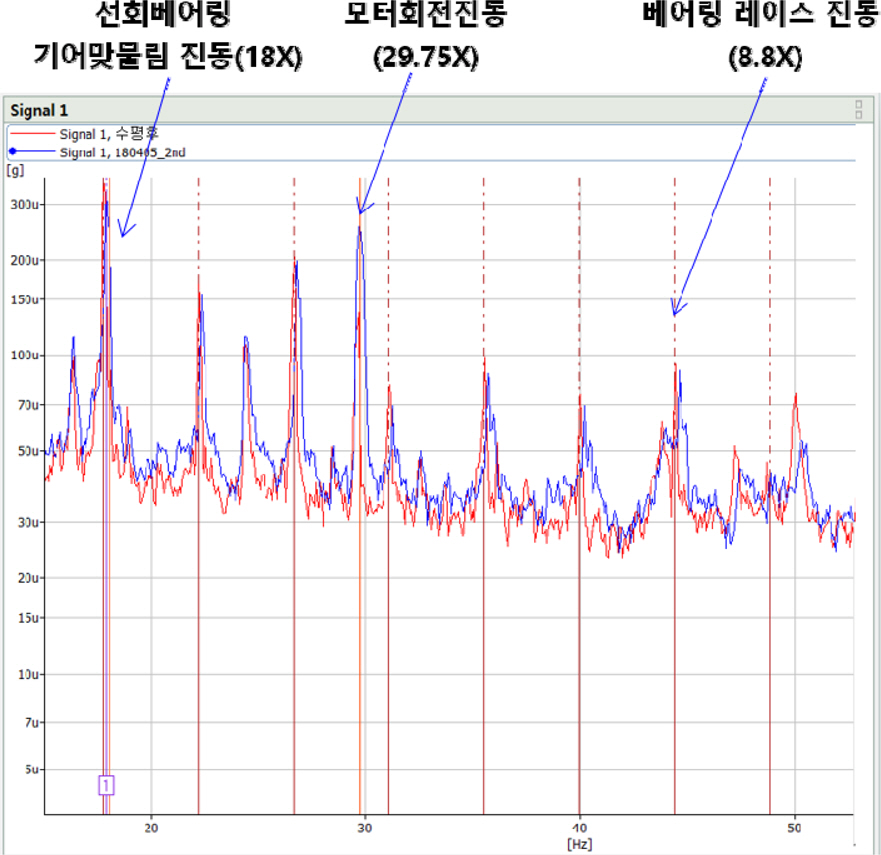
мёЎм • кІ°кіјлЎң, Table 2м—җм„ң кө¬н•ң м„ нҡҢлІ м–ҙл§Ғ кё°м–ҙ л§һл¬јлҰј(Bearing-gear meshing)м—җ мқҳн•ң 18X м„ұ분과, лӘЁн„° нҡҢм „м§„лҸҷм—җ мқҳн•ң 29.75X м„ұ분 мҷём—җ л¶Җк°Җм ҒмңјлЎң м ҖмЈјнҢҢ лҢҖм—ӯмқҳ лІ м–ҙл§Ғ л ҲмқҙмҠӨ кІ°н•Ё мЈјнҢҢмҲҳк°Җ л°ңмғқлҗҳкі мһҲкі (лІ м–ҙл§Ғ-кё°м–ҙ л§һл¬јлҰј 18XмҷҖ лӘЁн„° нҡҢм „м§„лҸҷ 29.75X лҠ” к°Ғк°Ғмқҳ 1м°Ё кі мң 진лҸҷмҲҳмқҳ 1X м„ұ분) 1нҡҢм „ 8.8X н•ҳлӘЁлӢү м„ұ분мқҙ кҙҖм°°лҗҳм—ҲлӢӨ. (Table 3м—җм„ң 8.8X м„ұ분мқҖ лӮҙлҘңмқҳ ліј нҶөкіј мЈјнҢҢмҲҳ)
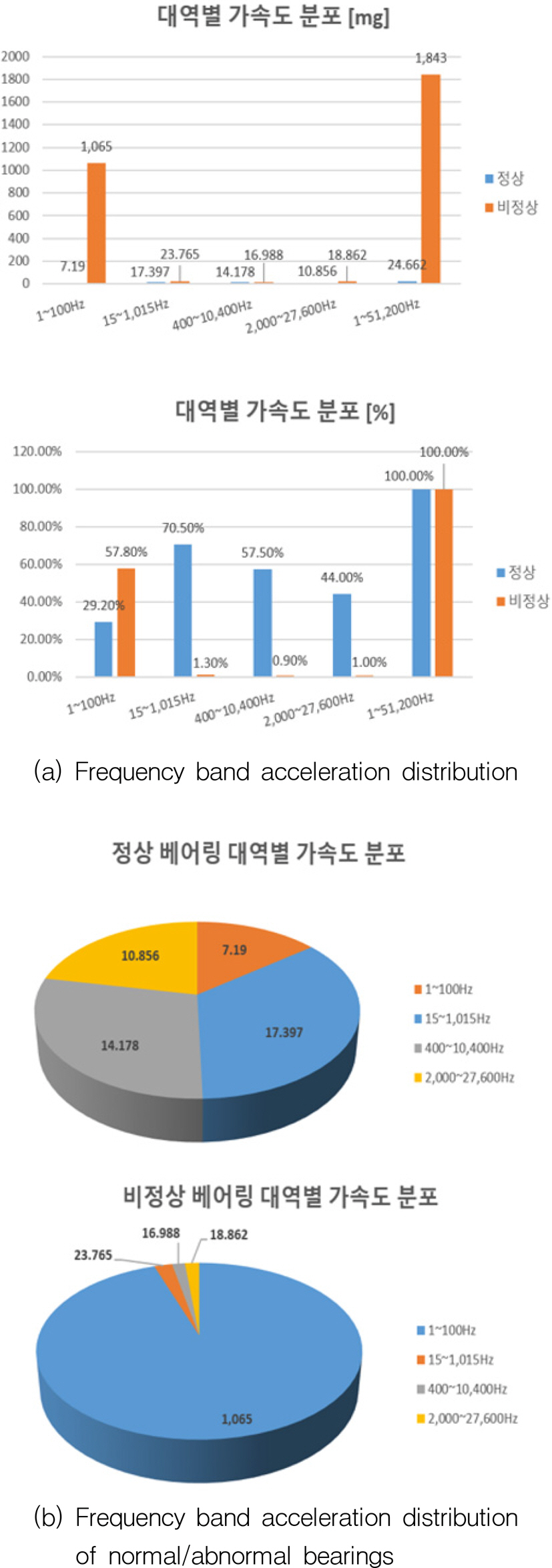
м •мғҒкіј л№„м •мғҒ лІ м–ҙл§Ғмқҳ лҢҖм—ӯ лі„ 진лҸҷл ҲлІЁм—җ лҜём№ҳлҠ” кё°м—¬лҸ„ 분м„қ кІ°кіјлҠ” Table 5кіј Fig. 10кіј к°ҷмңјл©°, кІ°н•ЁмӢ нҳё л°ңмғқ нӣ„м—җ Band-pass filter нҷ•мқёмқ„ нҶөн•ҙ кІ°н•Ё мӢ нҳё л°ңмғқ м „м—җлҠ” кі мЈјнҢҢ м„ұ분м—җм„ңмқҳ 진лҸҷл ҲлІЁ кё°м—¬лҸ„к°Җ лҶ’м•ҳм§Җл§Ң, кІ°н•Ёмқҳ 진н–үм—җ л”°лқј 100 Hz мқҙн•ҳмқҳ м ҖмЈјнҢҢ мҳҒм—ӯм—җм„ңмқҳ кё°м—¬лҸ„к°Җ м»Өм§җмқ„ нҷ•мқён• мҲҳ мһҲм—ҲлӢӨ.
TableВ 5.
Frequency analysis using band-pass filter
Enveloping мӢ нҳёлҘј нҷ•мқён•ң нӣ„, 2мЈј лӢЁмң„мқҳ мёЎм • мӢң 진лҸҷл ҲлІЁмқҖ Fig. 2 лІ м–ҙл§Ғ мқҙмғҒмӢ нҳё мӢқлі„ м Ҳм°Ём—җм„ң м–ёкёүн•ң л°”мҷҖ к°ҷмқҙ Enveloping мӢ нҳё л°ңкІ¬ мқҙнӣ„м—җ 진лҸҷлҹүмқҳ ліҖнҷ”к°Җ л°ңмғқлҗҳлҠ” кіјм •мңјлЎң, Lot D 1м°Ё(0.028 grms) мёЎм • кІ°кіјм—җ мқҙм–ҙ, Lot D 2м°Ёл¶Җн„° Lot D 4м°Ёк№Ңм§Җ м§ҖмҶҚм Ғмқё 진лҸҷл ҲлІЁмқҳ ліҖлҸҷ(0.057 grms вҶ’ 0.05 grms вҶ’ 0.056 grms)мқҙ л°ңмғқлҗңлӢӨ. мёЎм •мң„м№ҳлі„ мөңлҢҖ н”јнҒ¬ мЈјнҢҢмҲҳмқҳ ліҖлҸҷмқҖ м—Ҷкі нҡҢм „ мӢңмқҳ мҶҢмқҢ, нҶ нҒ¬мқҳ ліҖнҷ”к°Җ лҸҷл°ҳлҗҳл©°, мңӨнҷңмғҒнғң нҷ•мқё кІ°кіјлЎң Lot D 3м°Ёл¶Җн„°лҠ” кёҲмҶҚ 칩мқҳ кІҖм¶ңмқҙ л°ңмғқлҗҳм—ҲлӢӨ. лІ м–ҙл§Ғ 분н•ҙ нӣ„ лӢЁл©ҙмқ„ м»ӨнҢ…н•ң м•„лһҳ Fig. 11кіј к°ҷмқҙ мӢӨм ң мҶҗмғҒлҗң лІ м–ҙл§Ғ нҳ•мғҒмқ„ нҷ•мқён–ҲлӢӨ.

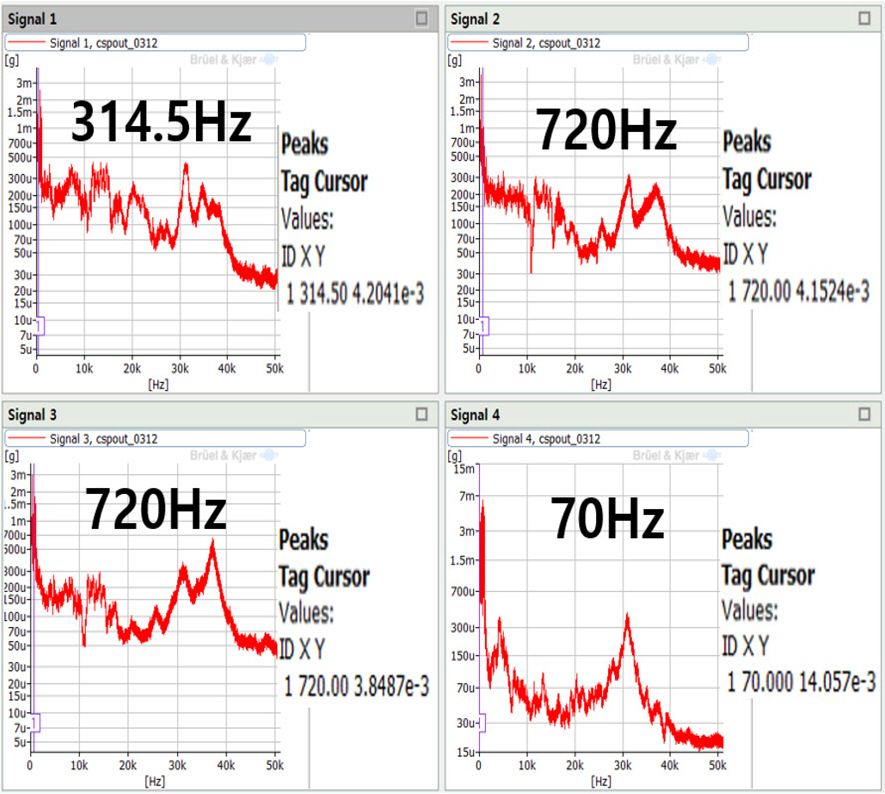
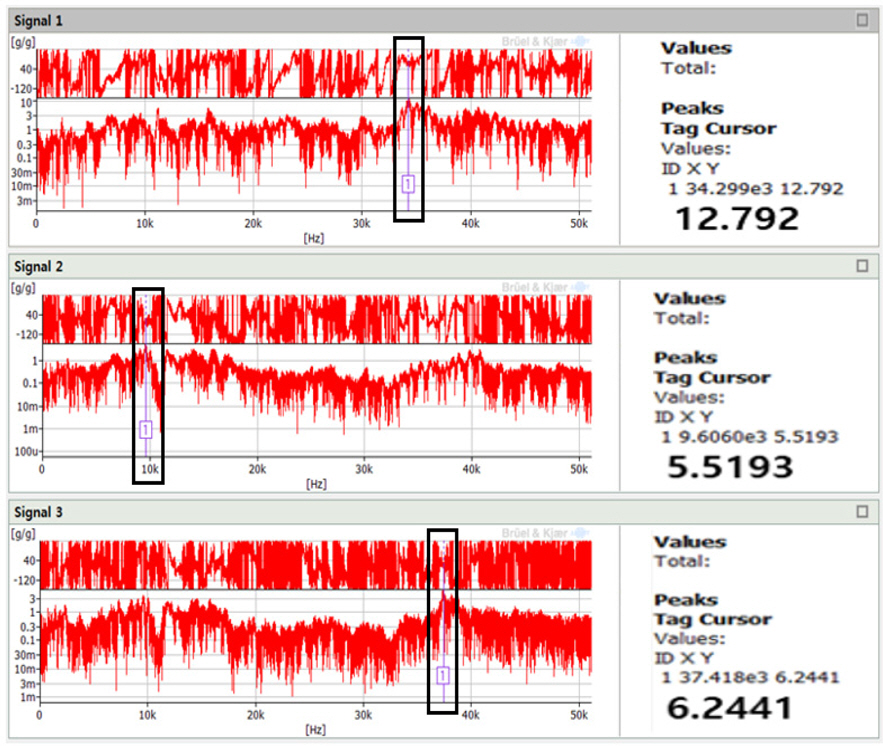
кёҲмҶҚ м„ұ분 분м„қ кІ°кіј кёҲмҶҚ 칩мқҙ л ҲмқҙмҠӨ л©ҙмқҳ мһ¬м§Ҳкіј лҸҷмқјн•Ёмқ„ м•Ң мҲҳ мһҲм—ҲлӢӨ. мөңмў…м ҒмңјлЎңлҠ” Lot D 5м°Ём—җм„ң лІ м–ҙл§Ғ л ҲмқҙмҠӨмқҳ кІ°н•ЁмЈјнҢҢмҲҳ м„ұ분мқҙ кө¬лҸҷкі„ мЈјнҢҢмҲҳмқҳ н•ҳлӘЁлӢү м„ұ분м—җ 비н•ҙ м»Өм§Җл©°, л№„м •мғҒм Ғмқё side band м„ұ분мқҳ мҰқк°ҖмҷҖ н•Ёк»ҳ, кө¬лҸҷкі„ 진лҸҷл ҲлІЁ л°Ҹ 진лҸҷмҲҳ ліҖнҷ”к°Җ л°ңмғқн•ҳмҳҖлӢӨ. Table 6кіј к°ҷмқҙ мёЎм •мң„м№ҳлі„ мөңлҢҖн”јнҒ¬мЈјнҢҢмҲҳмқҳ ліҖлҸҷ(326 Hz вҶ’ 314.5 Hz, 720 Hz, 720 Hz, 70 Hz)мқҙ л°ңмғқн•ҳмҳҖкі , Lot D 5м°Ё мөңлҢҖн”јнҒ¬ мЈјнҢҢмҲҳмқҳ нҢҢнҳ•мқ„ 분м„қн•ң кІ°кіј, Fig. 12мҷҖ к°ҷмқҖ мөңлҢҖ н”јнҒ¬ мЈјнҢҢмҲҳлҘј лҸ„м¶ңн• мҲҳ мһҲм—ҲлӢӨ. мөңмў…м ҒмңјлЎңлҠ” Fig. 13кіј к°ҷмқҙ лӘЁн„°лҘј кё°мӨҖмңјлЎң н•ң лІ м–ҙл§Ғл¶ҖлЎңмқҳ 진лҸҷ м „лӢ¬лҘ мқҖ л ҲмқҙмҠӨ лӮҙл¶Җмқҳ кІ°н•Ёмқҙ 진н–үлҗЁм—җ л”°лқј мҰқк°Җ(2~2.4л°° вҶ’ 6.24~12.79л°°)лҗҳл©°, мөңмў…м ҒмңјлЎң лІ м–ҙл§Ғмқҙ м •м§ҖлҗҳлҠ” нҳ„мғҒм—җк№Ңм§Җ мқҙлҘҙкІҢ лҗҳм—ҲлӢӨ.
4. кІ° лЎ
ліё м—°кө¬м—җм„ңлҠ” BIT кё°лҠҘмқҙ м—ҶлҠ” лІ м–ҙл§Ғмқҳ кІ°н•Ё мң л¬ҙлҘј 진лӢЁн•ң м—°кө¬ кІ°кіјлҘј м„ңмҲ н•ҳмҳҖлӢӨ. лІ м–ҙл§Ғ нҡҢм „ м •м§Җ нҳ„мғҒмқҙ л°ңмғқлҗ л•Ңк№Ңм§Җ ліҖкІҪлҗҳлҠ” мқёмһҗмҷҖ кІ°н•ЁмЈјнҢҢмҲҳ кІҖм¶ң 분м„қ, 진лҸҷл ҲлІЁ ліҖнҷ”, нҡҢм „мІҙмқҳ нҶ нҒ¬ ліҖнҷ”, мЈјнҢҢмҲҳ лҢҖм—ӯлі„лЎңмқҳ Enveloping мӢ нҳёмқҳ 진лҸҷл ҲлІЁ кё°м—¬лҸ„ ліҖнҷ”, лӘЁн„° кё°мӨҖ лІ м–ҙл§Ғл¶ҖлЎңмқҳ м „лӢ¬лҘ мҰқк°Җ л°Ҹ м„јм„ңмқҳ мұ„л„җлі„ мөңлҢҖн”јнҒ¬мЈјнҢҢмҲҳ ліҖлҸҷ нҠ№м„ұм—җ лҢҖн•ҙ кі м°°н•ҳмҳҖлӢӨ.
лҳҗн•ң Table 7кіј к°ҷмқҙ кІ°н•ЁмЈјнҢҢмҲҳмқҳ мқҙлЎ м Ғ 분м„қ кІ°кіјмҷҖ мӢӨн—ҳм Ғ 분м„қ кІ°кіјмқҳ мҳӨм°ЁлҠ” 2.8 % мқҙлӮҙлЎң, лІ м–ҙл§Ғ кІ°н•Ёмқҳ мӢӨн—ҳм Ғ 분м„қ кІ°кіјмқҳ нғҖлӢ№м„ұмқ„ нҷ•мқён•ҙ ліј мҲҳ мһҲм—Ҳкі , л ҲмқҙмҠӨл©ҙм—җ кІ°н•Ёмқҙ мһҲлӢӨлҠ” кІғмқ„ мҳҲмёЎн• мҲҳ мһҲм—ҲлӢӨ. мӢӨм ң лІ м–ҙл§Ғ 분н•ҙ кІ°кіј л ҲмқҙмҠӨл©ҙмқҳ мҶҗмғҒмқҙ л°ңкІ¬лҗҳм—ҲлӢӨ. ліё л…јл¬ём—җм„ңлҠ” Fig. 2 лІ м–ҙл§Ғ мқҙмғҒмӢ нҳё мӢқлі„ м Ҳм°Ём—җ л”°лқј лІ мқҙл§Ғмқҳ кІ°н•ЁмқёмһҗлҘј кІҖм¶ңн•ҳм—¬ к·ё нҠ№м„ұмқ„ м•„лһҳмҷҖ к°ҷмқҙ нҷ•мқён•ҳмҳҖлӢӨ.
TableВ 7.
Theoretical and experimental results of fault frequency
| кө¬л¶„ | мқҙлЎ мӢқ [Hz] | мЈјнҢҢмҲҳ 분м„қ кІ°кіј [Hz] | мҳӨм°ЁмңЁ | л№„кі |
|---|---|---|---|---|
| BPFO | 8.61 | 8.86 | 2.8 % | |
| BPFI | 8.79 | 8.86 | 0.8 % |
(1) Enveloping 분м„қмқ„ нҶөн•ҙ 100 Hz лҜёл§Ң м ҖмЈјнҢҢ лҢҖм—ӯмқҳ лІ м–ҙл§Ғ л ҲмқҙмҠӨ кІ°н•Ё мЈјнҢҢмҲҳ кІҖм¶ң(8.8X н•ҳлӘЁлӢү м„ұ분)
(2) мӢңк°„мқҙ м§ҖлӮЁм—җ л”°лҘё 진лҸҷлҹү ліҖнҷ”(0.028 grms вҶ’ 0.057 grms вҶ’ 0.05 grms вҶ’ 0.056 grms)
(3)нҡҢм „ нҶ нҒ¬ мҰқк°Җ(Running Torque кё°мӨҖ 12.6~16 вҶ’ 14~16 вҶ’ 16~20)
(4) Bandpass FilterлҘј нҶөн•ҙ 100 Hz мқҙн•ҳ м ҖмЈјнҢҢ м„ұ분 진лҸҷл ҲлІЁ кё°м—¬лҸ„ ліҖнҷ” нҷ•мқё(29.2 % вҶ’ 57.8 %)
(5)진лҸҷ м „лӢ¬лҘ мҰқк°Җ(2~2.4л°° вҶ’ 6.24~12.79л°°)
(6)мұ„л„җлі„ мөңлҢҖ н”јнҒ¬ мЈјнҢҢмҲҳмқҳ ліҖлҸҷ(326 Hz вҶ’ 314.5 Hz, 720 Hz, 720 Hz, 70 Hz)
мөңлҢҖ н”јнҒ¬ мЈјнҢҢмҲҳ ліҖлҸҷмқҙ Table 6 л°Ҹ Fig. 11кіј к°ҷмқҙ л°ңмғқн•ҳкі лӮҳм„ң мөңмў…м ҒмңјлЎң лІ м–ҙл§Ғмқҳ м •м§Җн•ҳмҳҖлӢӨ.
ліё л…јл¬ём—җм„ңлҠ” кө¬лҸҷкі„ м„Өкі„лҘј нҶөн•ҙ Outer race ball passing frequency(BPFO), Inner race ball passing frequency(BPFI), Ball spin frequency(BSF), Fundamental train frequency(ETF) к°’мқҳ кі„мӮ° мӮ¬лЎҖлҘј м ңмӢңн•ҳкі лІ м–ҙл§Ғ л°Ҹ кё°м–ҙл¶Җм—җ к°ҖмҶҚлҸ„ м„јм„ңлҘј мқҙмҡ©н•ң мӢӨн—ҳм Ғ 분м„қмқ„ нҶөн•ҙ мЈјнҢҢмҲҳ 분м„қмқҳ н•ңкі„лҘј мқҙлЎ м Ғ 분м„қкіјмқҳ кІҖмҰқ(2.8% мҳӨм°Ё мқҙлӮҙ)мңјлЎң мӢ лў°лҸ„лҘј лҶ’мҳҖлӢӨ. лҳҗн•ң мЈјнҢҢмҲҳ 분м„қ кё°лІ•мқ„ нҷңмҡ©н•ҳм—¬ нғҖлӢ№н•ң мһ„кі„м№ҳ 분м„қмқёмһҗл“Өмқ„ м„Өм •н•ҳкі кІ°н•Ё л°ңмғқ мӢң ліҖкІҪлҗҳлҠ” мқёмһҗ(кІ°н•ЁмЈјнҢҢмҲҳ кІҖм¶ң, 진лҸҷл ҲлІЁ ліҖнҷ”, нҡҢм „мІҙмқҳ нҶ нҒ¬ ліҖнҷ”, мЈјнҢҢмҲҳ лҢҖм—ӯлі„лЎңмқҳ Enveloping мӢ нҳёмқҳ 진лҸҷл ҲлІЁ кё°м—¬лҸ„ ліҖнҷ”, лӘЁн„° кё°мӨҖмңјлЎң лІ м–ҙл§Ғл¶ҖлЎңмқҳ м „лӢ¬лҘ мҰқк°Җ л°Ҹ м„јм„ңмқҳ мөңлҢҖн”јнҒ¬ мЈјнҢҢмҲҳ ліҖнҷ”)м—җ лҢҖн•ң мӢӨн—ҳм Ғ кі м°°мқ„ нҶөн•ҙ лҸҷмқјн•ң 4к°ң мӢңм ңм—җм„ңмқҳ ліҖнҷ”лҹүмқ„ 분м„қн•ҳмҳҖлӢӨ. мғҒкё° 분м„қ кІ°кіјлҘј л°”нғ•мңјлЎң кІ°н•Ё мӢқлі„ м Ҳм°ЁлҘј м ңмӢңн•ҳмҳҖкі , лҢҖм—ӯлі„ Enveloping мӢ нҳё к°’мқ„ кё°мӨҖмңјлЎң кІ°н•Ём—җ лҢҖн•ң кІҪкі мҷҖ көҗмІҙмӢңкё°м—җ лҢҖн•ң Threshold к°’мқ„ мӮ°м •н•ҳмҳҖлӢӨ. мқҙлҘј нҶөн•ҙ нҳ„мһ¬ мҡҙмҡ©лҗҳкі мһҲлҠ” мһҘ비м—җм„ң мғҒмӢң лӘЁлӢҲн„°л§Ғмқ„ н• мҲҳ мһҲлҸ„лЎқ н•ҳм—¬ л¬ҙмӨ‘лӢЁ мҡҙмҡ©мқҙ н•„мҡ”н•ң көӯл°© 분야м—җ нҷңмҡ©н•ҳлҸ„лЎқ мӢңмҠӨн…ңмқ„ кө¬м„ұн• мҲҳ мһҲлӢӨ.
ліё м—°кө¬лҘј нҶөн•ҙ н–Ҙнӣ„ мҲҳ Ојrad мқҙн•ҳмқҳ нҡҢм „м •л°Җ мҳӨм°Ё мң м§ҖлҘј мҡ”кө¬н•ҳлҠ” мӢңмҠӨн…ңмқҙлӮҳ мһҘ비мқҳ лҸҢл°ңм Ғмқё м •м§Җм—җ лҢҖн•ң л°©м§Җмұ…мңјлЎңлҸ„ нҷңмҡ©мқҙ к°ҖлҠҘн•ҳлӢӨ. нҳ„мһ¬ мҡҙмҡ©лҗҳкі мһҲлҠ” мһҘ비м—җ лҚ°мқҙн„° мҲҳ집 л°Ҹ 분м„қ кІ°кіјлҘј кё°л°ҳмңјлЎң мң мӮ¬ лӘЁлҚё к°ңл°ң мӢң лҚ°мқҙн„°лІ мқҙмҠӨлЎң нҷңмҡ©н• мҲҳ мһҲмқ„лҝҗлҚ”лҹ¬, ICT кё°л°ҳмқҳ мһҘ비мҷҖ м—°лҸҷн•ҳм—¬ мһҘ비мқҳ м •л№„ мЈјкё° мӢқлі„мқҙ к°ҖлҠҘн•ҳлҸ„лЎқ н•ҳкі мһҘ비 кҙҖлҰ¬ кё°мҲ л°ңм „м—җлҸ„ кё°м—¬н• мҲҳ мһҲлӢӨ.




